Güdel Expands Robotic Grinding with Multi-Axis Motion
Güdel will present TMV and TMF motion systems at Automate 2026, adding vertical and horizontal travel to robotic grinding and offering lessons for welding cell design.
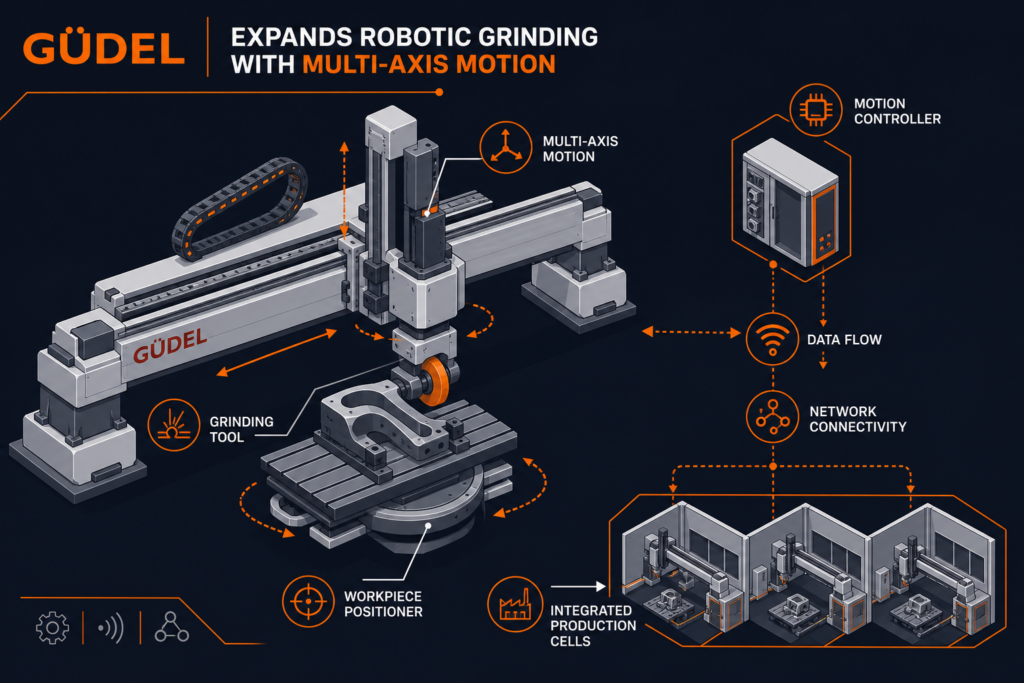
Güdel is using Automate 2026 to highlight a practical shift in robotic material removal: instead of keeping the robot fixed and forcing large parts to fit within a limited work envelope, the company is adding external motion axes to move the robot through the process. According to the original report from The Robot Report, the company’s TMV and TMF systems add two degrees of freedom to heavy-duty grinding applications, combining vertical and horizontal travel for work on large weldments. The approach is aimed at manufacturers that need to process oversized fabricated structures without relying on manual grinding or repeated part repositioning. For production managers and manufacturing engineers, the significance is less about a trade-show demonstration and more about how external linear motion can extend robot reach, stabilize cycle times, and reduce ergonomic exposure in finishing operations that often sit next to welding.
From fixed robot cells to extended process envelopes
The core concept behind the demonstration is straightforward: a robot mounted on a motion platform can cover a much larger process area than a stationary robot alone. Güdel said its Automate 2026 exhibit will show integrated vertical and horizontal motion through the TMV and TMF systems, with the application developed by systems integrator Titan Robotics for grinding large weldments used by a major off-road equipment manufacturer, as reported by Business Wire. A similar description published by RoboticsTomorrow emphasizes that the goal is to overcome the limitations of traditional fixed-robot cells in heavy-duty grinding. In practical terms, that means the robot can maintain better tool orientation and more consistent contact conditions across a larger part, rather than operating near the edge of its kinematic range where speed, stiffness, and path quality can degrade.
That matters because robotic grinding of welded fabrications is rarely an isolated process. In many factories, grinding, weld seam cleanup, edge preparation, and post-weld finishing are linked directly to upstream robotic welding. Large frames, chassis components, and structural assemblies often exceed the comfortable reach of a six-axis robot, even when mounted on a floor track. Adding coordinated vertical and horizontal travel can reduce the need for oversized fixtures, turntables, or manual intervention. It can also help integrators preserve a more compact cell layout while still handling long or tall parts. This is relevant across robot brands, whether the articulated arm is supplied by ABB, KUKA, FANUC, Yaskawa, Universal Robots, or Doosan, because the engineering issue is not the arm alone but the total kinematic system, including external axes, tooling, guarding, and process control.
Why external axes matter in high-force applications
Grinding places different demands on a robotic cell than arc welding. The process introduces sustained contact forces, vibration, abrasive dust, and sensitivity to compliance. A stationary robot can perform well on smaller parts, but large weldments often require awkward reaches and changing tool angles that affect force consistency and surface quality. By moving the robot with a rigid external axis system, the integrator can keep the arm in a more favorable posture and distribute motion across the full system. That can improve path repeatability and reduce mechanical stress on the robot joints. For heavy-duty applications, the rigidity of the motion platform becomes a critical design parameter, especially when compared with lighter collaborative setups more common in polishing or deburring.
There is also a controls dimension. Coordinated motion between the robot and external axes requires careful integration of safety, interpolation, and process synchronization. Industrial robot suppliers such as ABB, KUKA, FANUC, and Yaskawa have long supported coordinated external axes in high-payload cells, while cobot suppliers including Universal Robots and Doosan are more commonly used where lower forces, easier programming, and smaller parts are involved. For any architecture, compliance with machinery and robot safety requirements remains central. Integrators typically need to align cell design with ISO 10218 for industrial robot safety, ISO/TS 15066 where collaborative operation is relevant, and broader machinery safety frameworks such as IEC 60204-1 for electrical equipment and applicable EN ISO standards for guarding, risk assessment, and emergency stop functions in the European market. As external axes are added, safe speed monitoring, safe position functions, and access zoning become more complex, particularly where operators load large fabrications or perform inspection between process steps.
What this means for welding cell integrators
For welding cell integrators, Güdel’s message extends beyond grinding. The same logic can be applied to robotic welding, cobot welding, and hybrid cells where welding is followed by seam finishing or inspection. Large weldments often create a mismatch between part size and robot reach, leading to compromises in torch angle, cable routing, fixture accessibility, and service access. A vertical or horizontal motion module can help maintain optimal welding orientation, improve access to multiple seam locations, and reduce the number of part re-clamps. In a combined welding-and-grinding cell, external axes may also support a cleaner process flow by allowing one robot to weld and another to finish within coordinated work zones, or by enabling a single robot to switch tools if cycle time permits.
There are design trade-offs. Additional axes increase capital cost, controls complexity, commissioning time, and maintenance requirements. They also demand stronger attention to calibration, absolute positioning, and dust protection, especially if grinding debris is present near linear guides or cable carriers. Yet for manufacturers processing long agricultural frames, construction equipment components, trailer structures, or heavy fabricated subassemblies, the return can come from reduced manual finishing, more stable throughput, and better consistency between welded and finished surfaces. Integrators evaluating such systems will need to compare the economics of external motion against alternatives such as larger robots, dual-station positioners, gantry systems, or redesigned product flow.
Broader implications for automated fabrication
Güdel’s Automate 2026 demonstration reflects a broader trend in automated fabrication: productivity gains increasingly come from system-level motion design rather than from the robot arm alone. As manufacturers push automation into larger and more variable parts, the integration of tracks, lifts, gantries, and coordinated positioners becomes more relevant than simply selecting a higher-payload robot. That is especially true in sectors where weldments are physically large but production volumes do not justify fully bespoke transfer lines. For metalworking SMEs and Tier-1 suppliers alike, the lesson is that flexible external motion can unlock applications that previously remained manual because the robot could not reach the work efficiently or safely.
Companies reviewing robotic welding, post-weld grinding, or multi-process cell layouts can use developments like this as a benchmark for future projects. Readers assessing whether external axes, coordinated motion, or a combined welding-and-finishing cell fit their production needs can request a quote for a turnkey robotic welding cell tailored to part size, throughput, and compliance requirements.
Related articles
Request a quote
Looking for a specific configuration, or want to discuss our current stock? Tell us about your project — we reply within 24 hours from our Bilbao office.