Güdel Extends Robotic Grinding for Large-Part Finishing
Güdel’s new vertical and horizontal motion concept expands robotic grinding reach for large fabrications, with implications for welding cell design, part handling and process consistency.
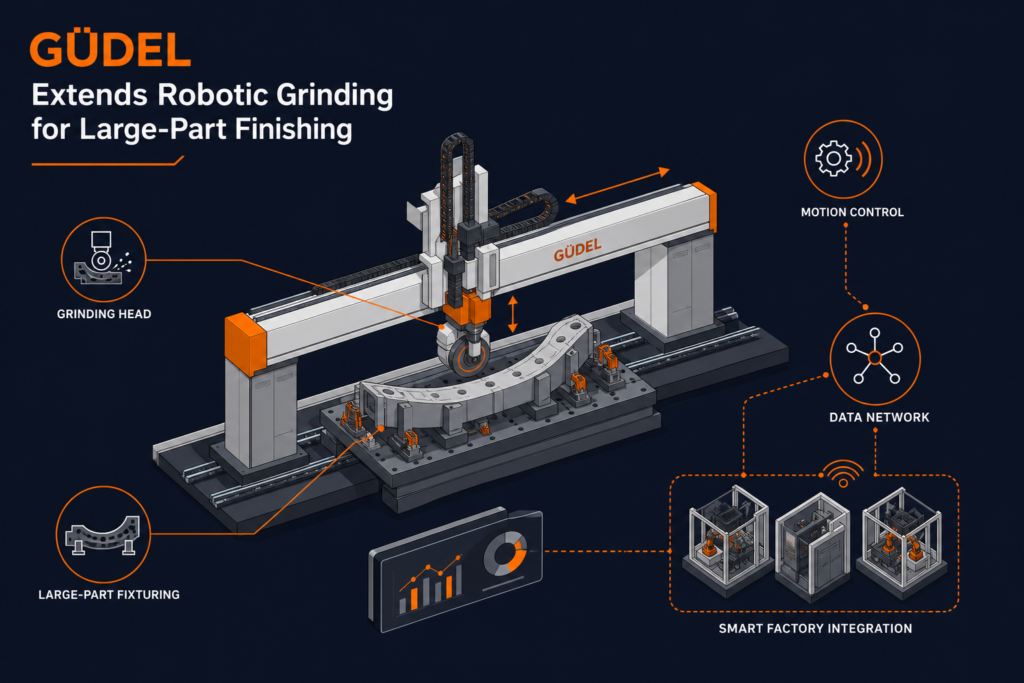
Güdel targets large-part grinding with extended robot motion
Güdel has presented a robotic grinding concept that combines vertical lift with horizontal travel to extend the working envelope of a single industrial robot for large fabricated parts. Reported by the original source publication, Robotics & Automation News, the system is aimed at grinding and surface-finishing tasks that are often still handled manually because of part size, awkward access and process variability. The company’s approach pairs a FANUC robot with Güdel’s vertical and floor-mounted motion axes, allowing one robot to cover applications that would otherwise require multiple robots, more complex fixtures or repeated part repositioning. According to additional details published by Business Wire, the concept is being positioned as a practical route to automate large, difficult-to-reach parts while retaining software-based adaptability as product designs change.
From a manufacturing engineering perspective, the significance is less about grinding alone and more about how external axes are being used to make robotic finishing economically viable on oversized weldments, frames and fabricated assemblies. Grinding, deburring and surface preparation are classic high-mix, high-variation processes, especially after welding, thermal cutting or machining. When the robot remains stationary, reach limitations can force compromises in tool angle, path quality and cycle time. Adding a seventh axis on the floor and a vertical positioning axis changes that equation by preserving more consistent tool orientation over a larger work envelope. That can improve contact conditions, reduce manual touch-up and support more repeatable finishing before painting, coating or final inspection. Similar architecture is already familiar in heavy-duty robotic welding cells, where linear tracks and gantries are used to extend the reach of ABB, KUKA, FANUC and Yaskawa robots on long parts such as chassis members, structural beams and agricultural equipment.
Why integrated vertical and horizontal axes matter
The technical rationale behind the Güdel configuration is straightforward. Large fabricated parts often present weld seams, corners and blended surfaces at multiple heights and offsets. If the robot alone must cover the entire geometry, integrators may need a larger robot with longer reach, multiple stations, or a part manipulator capable of rotating and indexing heavy workpieces. Each of those options adds cost, floor space, safety complexity and maintenance burden. A coordinated motion package can instead move the robot to the process, keeping the part more stable and reducing fixture complexity. As described by RoboticsTomorrow, the combination is intended to deliver the reach, stability and process consistency needed for demanding grinding applications. For production managers, that translates into fewer handling steps and potentially lower variation introduced by repeated clamping or manual repositioning.
There are also implications for process control. Surface finishing quality depends on constant force, stable path execution, spindle performance and predictable part presentation. External axes must therefore be tightly coordinated with the robot controller and process tooling. In practice, this means careful integration of servo motion, cable management, collision zones, dust extraction and guarding. It also raises familiar compliance questions around machinery and robot safety. For European deployments, integrators will typically assess the cell against the Machinery framework and relevant standards such as ISO 10218 for industrial robot safety, ISO/TS 15066 where collaborative operation is considered, and electrical requirements aligned with IEC and EN 60204-1. Where grinding dust, sparks and abrasive debris are present near welding operations, enclosure design, extraction and fire risk mitigation become central engineering tasks rather than secondary add-ons.
What this means for welding cell integrators
For welding cell builders and robotic welding integrators, Güdel’s announcement is relevant because post-weld grinding and surface preparation are often the bottlenecks that limit the value of upstream welding automation. A plant may deploy robotic MIG/MAG or TIG welding with high repeatability, yet still rely on manual finishing to remove spatter, blend seams or prepare surfaces for downstream coating. Extending robot reach through vertical and horizontal motion creates a pathway to combine welding and finishing in adjacent or linked cells, especially for large assemblies that are difficult to move between stations. Integrators designing turnkey systems may see opportunities to use a common part fixture philosophy across welding and finishing, reducing handling interfaces and preserving datum consistency.
This is particularly relevant in sectors such as automotive supplier production, off-highway equipment, trailers, energy structures and general metal fabrication. A long-reach finishing cell can complement welding robots from ABB, KUKA, FANUC or Yaskawa, while collaborative finishing concepts may also be evaluated with Universal Robots or Doosan in lower-force, smaller-part applications. The choice depends on payload, stiffness, abrasive process forces and required cycle time. In most heavy grinding and weld-seam blending tasks, conventional industrial robots with external axes remain the more realistic option because they offer higher rigidity and better tolerance of process loads. For SMEs, the main design question is whether the added axis investment reduces enough manual labor, rework and part movement to justify the capital cost. Where part families are large but geometrically related, software reconfiguration of coordinated axes can make that business case stronger.
Broader implications for fabrication automation
The broader trend is that fabrication automation is moving beyond isolated robot arms toward coordinated motion systems tailored to real part geometry. Welding, grinding, deburring and inspection increasingly need to be treated as connected process steps rather than separate islands. Güdel’s approach reflects that shift by addressing one of the persistent limitations in automating large fabricated structures: getting the robot to the right place without overcomplicating the rest of the cell. For procurement teams and manufacturing engineers, the practical takeaway is to evaluate not only robot brand and payload, but also the external axis strategy, fixture philosophy, maintainability and standards compliance from the start of the project.
Companies reviewing robotic welding, cobot welding or automated finishing projects for large fabrications can use this development as a reference point when specifying reach, part handling and post-weld processing requirements. Robotic Welding Cells can provide technical guidance on welding cell architecture, coordinated axes and integrated finishing workflows; readers who are assessing a new installation or retrofit can request a quote for a project review.
Related articles
Request a quote
Looking for a specific configuration, or want to discuss our current stock? Tell us about your project — we reply within 24 hours from our Bilbao office.