ABB Dévoile la Cellule Collaborative de Finition OmniVance
ABB Robotics a introduit la Cellule Collaborative de Finition de Surface OmniVance, un système cobot plug-and-play pour le ponçage et le polissage visant à améliorer la cohérence et le débit.
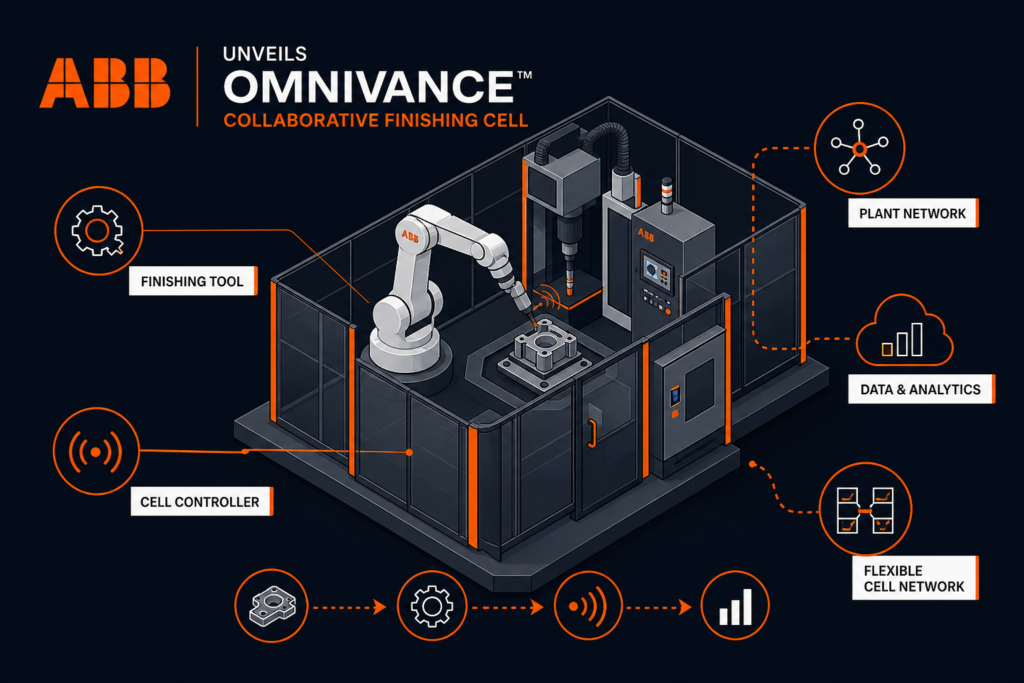
ABB ajoute une cellule de finition collaborative à son portefeuille OmniVance
ABB Robotics a introduit la Cellule Collaborative de Finition de Surface OmniVance, un package d’automatisation autonome conçu pour gérer des opérations répétitives de ponçage et de polissage avec un robot collaboratif. Rapporté en premier par The Robot Report, le lancement élargit l’offre de cellules d’application standardisées d’ABB au-delà de la manutention de matériaux et de l’alimentation de machines vers la finition de surface, un domaine où les fabricants comptent encore souvent sur la main-d’œuvre manuelle. Selon l’annonce de produit d’ABB publiée par ABB News Center, la cellule est livrée comme un système complet plug-and-play qui inclut un cobot ABB GoFa et des composants de sécurité intégrés. L’objectif déclaré est de réduire la barrière à l’entrée pour les entreprises qui ont besoin d’une qualité de finition plus répétable mais qui n’ont pas de ressources d’ingénierie robotique internes.
Le lancement est particulièrement important pour les fournisseurs automobiles, les sous-traitants en usinage et les fabricants industriels généraux traitant des pièces coulées, usinées ou fabriquées qui nécessitent une finition cosmétique ou fonctionnelle cohérente. La finition de surface n’est pas le soudage, mais elle se situe près du soudage dans de nombreux flux de production : les assemblages soudés nécessitent souvent un mélange de bords, un enlèvement de projections, une préparation avant peinture ou une finition cosmétique avant l’inspection et le revêtement en aval. Dans ces environnements, la variabilité des processus, la fatigue des opérateurs et l’usure des outils abrasifs peuvent affecter directement le débit et les taux de retouche. ABB affirme que la nouvelle cellule est destinée à automatiser ces tâches répétitives tout en maintenant une empreinte compacte et un modèle de déploiement simplifié, une approche qui s’aligne sur la demande plus large du marché pour des cellules robotiques préconçues plutôt que des projets d’automatisation entièrement sur mesure.
Pourquoi les cellules standardisées gagnent en popularité dans la fabrication
Les cellules robotiques standardisées deviennent de plus en plus pertinentes car de nombreux fabricants de petite et moyenne taille souhaitent une automatisation qui peut être mise en service rapidement et opérée par le personnel de production plutôt que par des programmeurs de robots spécialisés. ABB décrit la cellule OmniVance comme une solution de finition facile à utiliser pour le polissage ou le ponçage automatique sur une plateforme collaborative, comme indiqué sur sa page cellules d’application ABB. Ce positionnement reflète un changement plus large dans l’industrie également visible à travers les portefeuilles d’ABB, KUKA, FANUC, Yaskawa, Universal Robots et Doosan, qui ont tous élargi les écosystèmes d’application packagés autour des robots et des cobots. Pour les acheteurs, l’attraction réside non seulement dans un effort d’intégration réduit mais aussi dans une documentation plus prévisible, une architecture de sécurité, une planification des pièces de rechange et une formation des opérateurs.
D’un point de vue technique, les cellules de finition collaboratives nécessitent encore une évaluation minutieuse des forces de processus, de l’extraction de poussière, de la gestion des médias abrasifs et du maintien des pièces. Le ponçage et le polissage peuvent générer des charges de contact variables et des particules en suspension dans l’air qui diffèrent considérablement des applications d’assemblage léger couramment associées aux cobots. Cela signifie que la performance pratique de toute cellule collaborative dépend de l’interaction entre la charge utile du robot, la conformité, la sélection de la broche ou de l’outil et la spécification de surface requise. Une cellule préconçue peut simplifier ces décisions, mais elle ne supprime pas la nécessité de validation des processus. Les fabricants évaluant de tels systèmes devront toujours examiner le temps de cycle, les objectifs de finition Ra ou visuelle réalisables, les intervalles de changement de consommables et l’effet des tolérances entre pièces sur la précision du chemin.
Considérations de sécurité, de conformité et d’intégration
Bien qu’ABB présente le système comme collaboratif, le déploiement en Europe nécessite toujours une évaluation formelle des risques dans le cadre de la législation sur les machines et une conformité aux normes pertinentes. Selon la configuration finale, les références applicables peuvent inclure ISO 10218 pour la sécurité des robots industriels, ISO/TS 15066 pour les applications de robots collaboratifs, et les exigences de sécurité électrique selon les normes IEC et EN utilisées dans la conception et les systèmes de contrôle des machines. Pour les applications de finition, les intégrateurs doivent également considérer la stratégie de protection, le suivi de la vitesse et de la séparation lorsque cela est pertinent, l’architecture d’arrêt d’urgence, et toutes les exigences locales liées à la poussière, à l’extraction et à l’exposition des opérateurs. Un robot collaboratif ne signifie pas automatiquement une opération sans clôture ; le danger de processus et le danger d’outillage restent centraux dans le concept de sécurité.
Les matériaux de lancement d’ABB, également résumés par Automate, soulignent que la cellule est entièrement autonome et destinée à être un package complet. Cela est significatif pour les équipes d’approvisionnement car les cellules packagées peuvent raccourcir l’acceptation en usine et l’installation sur site par rapport aux systèmes conçus sur mesure. En même temps, les responsables de production doivent vérifier comment la cellule s’interface avec les équipements en amont et en aval, y compris la présentation des pièces, la sélection de codes-barres ou de recettes, l’inspection de qualité et la traçabilité. Dans les environnements automobiles de niveau 1, ces points d’intégration numérique déterminent souvent si une cellule reste un poste de travail autonome ou devient partie d’une ligne de fabrication contrôlée avec des données de processus auditables.
Ce que cela signifie pour les intégrateurs de cellules de soudage
Ce que cela signifie pour les intégrateurs de cellules de soudage est que le marché évolue vers des postes de travail robotiques modulaires et spécifiques aux applications qui peuvent être déployés avec moins de frais d’ingénierie. Pour les entreprises concevant des cellules de soudage robotiques ou des stations de soudage cobot, la cellule de finition d’ABB rappelle que les clients souhaitent de plus en plus automatiser des opérations secondaires adjacentes dans le même périmètre de projet. Un composant soudé peut passer par un soudage robotisé MIG/MAG ou TIG et nécessiter ensuite un ébavurage, un ponçage ou un polissage avant l’inspection et l’emballage. Les intégrateurs qui travaillent déjà avec les plateformes d’ABB, KUKA, FANUC, Yaskawa, Universal Robots ou Doosan peuvent constater une demande croissante pour des cellules hybrides ou des stations liées qui combinent le soudage, la gestion de la retouche et la préparation de surface. Cela affecte les choix de conception de cellules tels que l’accessibilité des fixations, le transfert de pièces, la gestion des fumées et des poussières, le changement d’outils, et la séparation des dangers de soudage des tâches de finition collaboratives.
Pour les fabricants axés sur le soudage, la leçon plus large est que les décisions d’automatisation sont de plus en plus prises au niveau de la chaîne de processus plutôt qu’au niveau de la station. Un acheteur comparant la finition manuelle à une cellule collaborative examinera la disponibilité de la main-d’œuvre, la cohérence, l’ergonomie et le coût total par pièce de la même manière qu’il évalue le soudage robotique. Lorsque la qualité du soudage est déjà stabilisée, la finition peut devenir le prochain goulet d’étranglement. Cela rend les cellules standardisées comme celle d’ABB pertinentes même en dehors des départements de finition pure. Les entreprises examinant les feuilles de route d’automatisation pour des pièces métalliques fabriquées, des composants d’échappement, des supports, des cadres ou des assemblages cosmétiques peuvent désormais envisager si une cellule de finition packagée peut compléter l’automatisation de soudage existante et réduire le temps de contact manuel sans valeur ajoutée. Les fabricants qui souhaitent évaluer comment la finition collaborative ou le soudage robotique pourraient s’intégrer dans leur flux de production peuvent demander un devis pour un concept de cellule adapté à la géométrie des pièces, aux objectifs de débit et aux exigences de conformité ISO, IEC et EN applicables.
Articles liés
Demander un devis
Vous cherchez une configuration spécifique ou souhaitez discuter de notre stock actuel ? Parlez-nous de votre projet — nous répondons sous 24 heures depuis notre bureau de Bilbao.