Il caso del Cobot per avvitatura di SEL segnala un rapido ROI nell’automazione
Una cella di avvitatura con cobot Robotiq presso SEL ha ridotto gli infortuni ergonomici, automatizzato 1,4 milioni di viti all'anno e si è espansa in un programma di automazione più ampio con ROI inferiore a un anno.
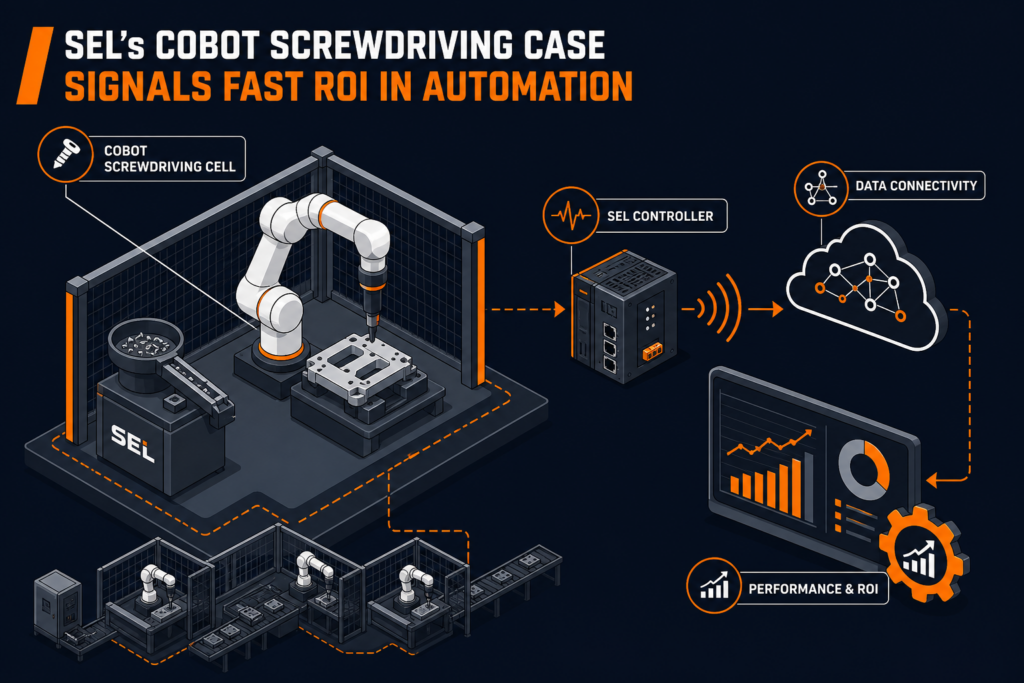
Schweitzer Engineering Laboratories (SEL) ha fornito un caso utile per i produttori che valutano dove l’automazione collaborativa offre valore misurabile per prima. Secondo il rapporto originale pubblicato dal Blog Robotiq, SEL ha implementato una cella di lavoro per avvitatura Robotiq per affrontare un problema ergonomico ricorrente su una linea di assemblaggio e poi ha scalato quel successo iniziale in un programma di automazione più ampio. I numeri principali sono notevoli per qualsiasi responsabile di produzione: gli infortuni ergonomici legati all’avvitatura ripetitiva sono stati eliminati nel processo mirato, il volume annuale automatizzato ha raggiunto circa 1,4 milioni di viti e la prima installazione ha riportato un ritorno sugli investimenti in meno di un anno. Per gli utenti industriali, il significato è meno legato a una storia di successo specifica di un marchio e più a ciò che dice riguardo alla selezione dei compiti, alla velocità di implementazione e all’economia delle celle cobot a basso carico in produzione mista manuale-automatica.
Il contesto operativo di SEL è anche importante. L’azienda produce prodotti e sistemi digitali utilizzati per proteggere e controllare infrastrutture elettriche critiche, dove la ripetibilità e la tracciabilità sono requisiti di produzione centrali. I compiti di fissaggio ripetitivi spesso sembrano semplici sulla carta, ma in pratica combinano esposizione ergonomica, rischio di qualità e variabilità del tempo ciclo. L’avvitatura manuale può creare sforzi ripetitivi su polsi, spalle e mani, specialmente dove gli operatori gestiscono alti volumi giornalieri o orientamenti scomodi dei pezzi. Robotiq ha ripetutamente inquadrato questa categoria di lavoro come un forte candidato per l’automazione collaborativa perché rimuove il movimento noioso e ripetitivo, mantenendo il coinvolgimento dell’operatore nel caricamento a monte, nell’ispezione o nella gestione delle eccezioni, come delineato nelle sue linee guida più ampie per l’automazione della produzione da Robotiq. Questo si allinea con ciò che molte PMI europee e fornitori di Tier-1 stanno già vedendo: il primo progetto di cobot di successo non è spesso una cella completamente automatizzata, ma un intervento mirato su un collo di bottiglia ripetitivo.
Perché l’ergonomia è diventata il fattore scatenante per l’automazione
Per i decisori B2B, l’esempio di SEL sottolinea un modello ricorrente nei casi aziendali di automazione. I guadagni di throughput sono preziosi, ma l’ergonomia spesso fornisce il fattore scatenante più chiaro perché i costi degli infortuni sono immediati e visibili. Robotiq ha fatto un argomento simile nella sua discussione sulla riduzione del rischio ergonomico e ROI, notando che i sistemi collaborativi possono essere giustificati non solo dai risparmi sui costi del lavoro, ma anche dai costi degli infortuni evitati, dalla riduzione dell’assenteismo e da un personale più stabile in compiti ripetitivi, come descritto da Robotiq. Negli ambienti di assemblaggio, l’avvitatura è un esempio classico: il compito è sufficientemente standardizzato per l’automazione, ma abbastanza frequente da generare sforzi cumulativi se lasciato manuale.
Questo non significa che l’ergonomia da sola sia una giustificazione sufficiente. Gli integratori e gli utenti finali devono comunque convalidare la coerenza della coppia, l’affidabilità della presentazione delle viti, il fissaggio dei pezzi e la compatibilità del tempo ciclo con la linea circostante. Le applicazioni collaborative richiedono anche una valutazione dei rischi documentata e un concetto di protezione. In Europa, ciò significa considerare il quadro normativo sulle macchine e standard armonizzati come EN ISO 12100 per la valutazione dei rischi, EN ISO 10218 per la sicurezza dei robot industriali e ISO/TS 15066 per il funzionamento dei robot collaborativi. La progettazione elettrica e del sistema di controllo potrebbe anche dover essere allineata con i requisiti IEC e EN applicabili, a seconda dell’architettura della cella di lavoro, del PLC di sicurezza e degli utensili a fine braccio. La lezione pratica di SEL è che un compito di fissaggio ripetitivo può essere una forte prima applicazione, ma solo quando l’ingegneria dei processi e l’ingegneria della sicurezza vengono affrontate insieme.
Da una cella cobot a una roadmap di automazione più ampia
Il takeaway più strategico è il percorso di espansione. Una singola cella di lavoro di successo è cresciuta in un programma di automazione di 27 stazioni, suggerendo che la fiducia interna, l’accettazione degli operatori e la familiarità ingegneristica possono essere decisive quanto le prestazioni tecniche della prima macchina. Questo è coerente con il modo in cui l’automazione collaborativa spesso si diffonde nelle fabbriche: un’applicazione a basso rischio e alta visibilità dimostra il modello di integrazione, quindi i compiti adiacenti vengono esaminati per caratteristiche simili. In questo senso, l’esperienza di SEL riflette una tendenza di mercato più ampia in cui i cobot di fornitori come Universal Robots e Doosan vengono utilizzati per assemblaggio e movimentazione ripetitivi, mentre i robot industriali convenzionali di ABB, KUKA, FANUC e Yaskawa rimangono comuni dove sono richiesti maggiore velocità, carico utile o concetti di sicurezza basati su recinzioni.
Per i team di approvvigionamento e ingegneria di produzione, la distinzione non è cobot contro robot come questione ideologica. È una questione di adattamento del processo. L’avvitatura, la gestione delle macchine, la movimentazione di materiali leggeri e l’ispezione si adattano spesso ad architetture collaborative quando lo spazio a terra è limitato e l’interazione umana rimane necessaria. Al contrario, la saldatura ad arco ad alta deposizione, la manipolazione di grandi parti o obiettivi di tempo ciclo aggressivi possono ancora favorire celle robotiche tradizionali a sei assi con protezioni fisse. Il caso di SEL supporta quindi un principio di pianificazione del capitale più ampio: iniziare con un compito in cui l’automazione rimuove un punto dolente misurabile, quindi standardizzare interfacce, formazione e pratiche di manutenzione affinché il successivo dispiegamento diventi più facile e meno costoso.
Cosa significa questo per gli integratori di celle di saldatura
Sebbene il progetto di SEL si sia concentrato sull’avvitatura piuttosto che sulla saldatura, le implicazioni per gli integratori di celle di saldatura sono dirette. Molti degli stessi criteri decisionali si applicano quando si valutano celle di saldatura robotica o stazioni di saldatura cobot: esposizione ergonomica, ripetibilità, disponibilità degli operatori e capacità di ridistribuire l’automazione tra varianti di prodotto. Nella saldatura, la manipolazione manuale ripetitiva della torcia può creare affaticamento e variazione di qualità proprio come può fare il fissaggio ripetitivo. Una cella di saldatura cobot ben progettata può quindi essere giustificata prima per l’ergonomia dell’operatore e la coerenza della saldatura, poi per il throughput una volta stabilite le procedure. Gli integratori che specificano sistemi attorno a piattaforme ABB, KUKA, FANUC, Yaskawa, Universal Robots o Doosan dovrebbero leggere l’esempio di SEL come prova che i clienti spesso rispondono meglio a applicazioni ad alta intensità di dolore e a scopo ristretto con metriche chiare piuttosto che a promesse di automazione generali.
Per la progettazione delle celle di saldatura, ciò significa concentrarsi precocemente sulla ripetibilità del fissaggio, sulla presentazione dei pezzi, sull’accessibilità delle giunzioni, sull’estrazione dei fumi e sulla zonizzazione della sicurezza secondo i requisiti ISO, IEC ed EN pertinenti. Significa anche essere realistici su dove la saldatura collaborativa è appropriata e dove una cella di saldatura robotica convenzionale rimane la scelta ingegneristica migliore. La lezione commerciale è altrettanto rilevante: una prima cella che risolve un problema ergonomico o di qualità concreto può aprire la porta a una roadmap di automazione multi-stazione attraverso fabbricazione, assemblaggio e finitura. I produttori che stanno ora esaminando operazioni di saldatura o fissaggio ripetitive potrebbero voler confrontare l’esposizione agli infortuni manuali, i tassi di rifacimento e la stabilità del takt prima di definire il prossimo investimento. Le aziende che pianificano una cella di saldatura robotica o un progetto di saldatura con cobot possono utilizzare casi come quello di SEL come benchmark e, se necessario, richiedere un preventivo per una revisione di fattibilità, valutazione del tempo ciclo o proposta di cella chiavi in mano.
Related articles
Richiedi un preventivo
Cerchi una configurazione specifica o vuoi parlarci della nostra disponibilità attuale? Raccontaci il tuo progetto — rispondiamo entro 24 ore dal nostro ufficio di Bilbao.