El caso de atornillado con cobot de SEL señala un rápido ROI en automatización
Una celda de atornillado con cobot Robotiq en SEL redujo lesiones ergonómicas, automatizó 1.4 millones de tornillos al año y se expandió a un programa de automatización más amplio con un ROI de menos de un año.
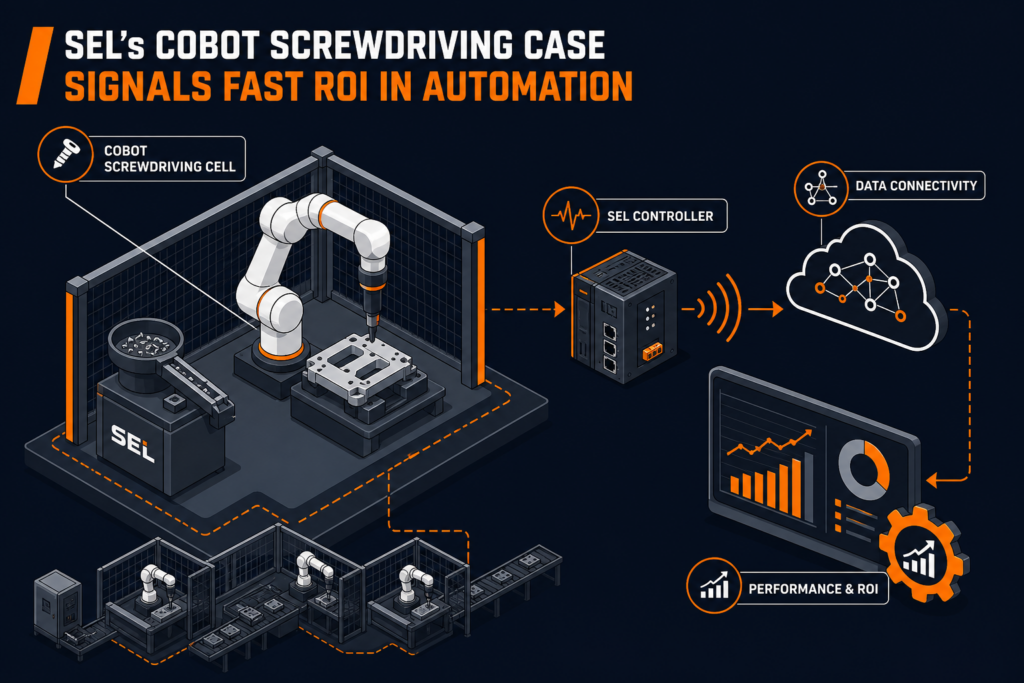
Schweitzer Engineering Laboratories (SEL) ha proporcionado un caso útil para los fabricantes que evalúan dónde la automatización colaborativa ofrece un valor medible primero. Según el informe original publicado por el Blog de Robotiq, SEL implementó una celda de trabajo de atornillado Robotiq para abordar un problema ergonómico recurrente en una línea de ensamblaje y luego escaló ese éxito inicial a un programa de automatización más amplio. Las cifras destacadas son notables para cualquier gerente de producción: las lesiones ergonómicas vinculadas al atornillado repetitivo fueron eliminadas en el proceso objetivo, el volumen automatizado anual alcanzó aproximadamente 1.4 millones de tornillos, y la primera instalación logró un retorno de inversión en menos de un año. Para los usuarios industriales, la importancia no radica tanto en una historia de éxito específica de una marca, sino en lo que dice sobre la selección de tareas, la velocidad de implementación y la economía de las celdas de cobot de baja carga en producción manual-automatizada mixta.
El contexto operativo de SEL también es relevante. La empresa fabrica productos y sistemas digitales utilizados para proteger y controlar infraestructuras eléctricas críticas, donde la repetibilidad y la trazabilidad son requisitos centrales de producción. Las tareas de fijación repetitiva a menudo parecen simples en papel, pero en la práctica combinan exposición ergonómica, riesgo de calidad y variabilidad en el tiempo de ciclo. El atornillado manual puede crear tensión repetitiva en muñecas, hombros y manos, especialmente donde los operadores manejan altos volúmenes diarios o orientaciones de piezas incómodas. Robotiq ha enmarcado repetidamente esta categoría de trabajo como un fuerte candidato para la automatización colaborativa porque elimina el movimiento monótono y repetitivo al tiempo que preserva la participación del operador en la carga, inspección o manejo de excepciones, como se describe en su guía más amplia de automatización de fabricación de Robotiq. Eso se alinea con lo que muchas pymes europeas y proveedores de Tier-1 ya están viendo: el primer proyecto exitoso de cobot a menudo no es una celda completamente automatizada, sino una intervención enfocada en un cuello de botella repetitivo.
Por qué la ergonomía se convirtió en el desencadenante de la automatización
Para los tomadores de decisiones B2B, el ejemplo de SEL subraya un patrón recurrente en los casos de negocio de automatización. Las ganancias de throughput son valiosas, pero la ergonomía a menudo proporciona el desencadenante más claro porque los costos por lesiones son inmediatos y visibles. Robotiq ha hecho un argumento similar en su discusión sobre la reducción del riesgo ergonómico y el ROI, señalando que los sistemas colaborativos pueden justificarse no solo por los ahorros laborales, sino también por los costos de lesiones evitadas, la reducción del ausentismo y una dotación de personal más estable en tareas repetitivas, como se describe en Robotiq. En entornos de ensamblaje, el atornillado es un ejemplo clásico: la tarea está lo suficientemente estandarizada para la automatización, pero es lo suficientemente frecuente como para generar tensión acumulativa cuando se deja manual.
Eso no significa que la ergonomía por sí sola sea una justificación suficiente. Los integradores y los usuarios finales aún necesitan validar la consistencia del par, la fiabilidad de la presentación de tornillos, la fijación de piezas y la compatibilidad del tiempo de ciclo con la línea circundante. Las aplicaciones colaborativas también requieren una evaluación de riesgos documentada y un concepto de salvaguarda. En Europa, eso significa considerar el marco de maquinaria y normas armonizadas como EN ISO 12100 para la evaluación de riesgos, EN ISO 10218 para la seguridad de robots industriales y ISO/TS 15066 para la operación de robots colaborativos. El diseño de sistemas eléctricos y de control también puede necesitar alineación con los requisitos IEC y EN aplicables, dependiendo de la arquitectura de la celda de trabajo, el PLC de seguridad y las herramientas de extremo de brazo. La lección práctica de SEL es que una tarea de fijación repetitiva puede ser una fuerte primera aplicación, pero solo cuando la ingeniería de procesos y la ingeniería de seguridad se abordan juntas.
De una celda de cobot a una hoja de ruta de automatización más amplia
La conclusión más estratégica es el camino de expansión. Se informa que una celda de trabajo exitosa creció en un programa de automatización de 27 estaciones, lo que sugiere que la confianza interna, la aceptación del operador y la familiaridad con la ingeniería pueden ser tan decisivas como el rendimiento técnico de la primera máquina. Esto es consistente con cómo la automatización colaborativa a menudo se difunde en las fábricas: una aplicación de bajo riesgo y alta visibilidad demuestra el modelo de integración, luego se revisan tareas adyacentes en busca de características similares. En ese sentido, la experiencia de SEL refleja una tendencia de mercado más amplia en la que los cobots de proveedores como Universal Robots y Doosan se utilizan para ensamblaje y manejo repetitivos, mientras que los robots industriales convencionales de ABB, KUKA, FANUC y Yaskawa siguen siendo comunes donde se requieren conceptos de seguridad de mayor velocidad, carga o basados en recintos.
Para los equipos de ingeniería de adquisiciones y fabricación, la distinción no es cobot versus robot como cuestión de ideología. Es una cuestión de ajuste de proceso. El atornillado, la atención a máquinas, el manejo de materiales ligeros y la inspección a menudo se adaptan a arquitecturas colaborativas cuando el espacio en el suelo es limitado y la interacción humana sigue siendo necesaria. Por el contrario, la soldadura de arco de alta deposición, la manipulación de piezas grandes o los objetivos de tiempo de ciclo agresivos pueden seguir favoreciendo celdas de robots tradicionales de seis ejes con protección fija. Por lo tanto, el caso de SEL apoya un principio de planificación de capital más amplio: comenzar con una tarea donde la automatización elimina un punto de dolor medible, luego estandarizar interfaces, capacitación y prácticas de mantenimiento para que la próxima implementación sea más fácil y menos costosa.
Lo que esto significa para los integradores de celdas de soldadura
Aunque el proyecto de SEL se centró en el atornillado en lugar de la soldadura, las implicaciones para los integradores de celdas de soldadura son directas. Muchos de los mismos criterios de decisión se aplican al evaluar celdas de soldadura robótica o estaciones de soldadura con cobot: exposición ergonómica, repetibilidad, disponibilidad del operador y la capacidad de redeplegar la automatización a través de variantes de productos. En soldadura, el manejo manual repetitivo de la antorcha puede crear fatiga y variación de calidad, al igual que el atornillado repetitivo. Por lo tanto, una celda de soldadura con cobot bien diseñada puede justificarse primero por la ergonomía del operador y la consistencia de la soldadura, luego por el throughput una vez que los procedimientos estén estabilizados. Los integradores que especifiquen sistemas alrededor de plataformas de ABB, KUKA, FANUC, Yaskawa, Universal Robots o Doosan deberían leer el ejemplo de SEL como evidencia de que los clientes a menudo responden mejor a aplicaciones de alto dolor y alcance limitado con métricas claras en lugar de promesas amplias de automatización.
Para el diseño de celdas de soldadura, eso significa centrarse temprano en la repetibilidad de los fijadores, la presentación de piezas, la accesibilidad de las costuras, la extracción de humo y la zonificación de seguridad bajo los requisitos ISO, IEC y EN relevantes. También significa ser realista sobre dónde la soldadura colaborativa es apropiada y dónde una celda de soldadura robótica convencional cerrada sigue siendo la mejor opción de ingeniería. La lección comercial es igualmente relevante: una primera celda que resuelve un problema ergonómico o de calidad concreto puede abrir la puerta a una hoja de ruta de automatización de múltiples estaciones en fabricación, ensamblaje y acabado. Los fabricantes que ahora están revisando operaciones repetitivas de soldadura o fijación pueden querer comparar la exposición a lesiones manuales, las tasas de retrabajo y la estabilidad del takt antes de definir la próxima inversión. Las empresas que planean una celda de soldadura robótica o un proyecto de soldadura con cobot pueden utilizar casos como el de SEL como referencia y, si es necesario, solicitar una cotización para una revisión de viabilidad, evaluación de tiempo de ciclo o propuesta de celda llave en mano.
Artículos relacionados
Solicitar presupuesto
¿Buscas una configuración específica o quieres consultar nuestro stock actual? Cuéntanos sobre tu proyecto — respondemos en 24 horas desde nuestra oficina de Bilbao.