SELs Cobot-Schraubfall signalisiert schnelle Kapitalrendite in der Automatisierung
Eine Robotiq-Cobot-Schraubzelle bei SEL reduzierte ergonomische Verletzungen, automatisierte 1,4 Millionen Schrauben pro Jahr und erweiterte das Automatisierungsprogramm mit einer Kapitalrendite von unter einem Jahr.
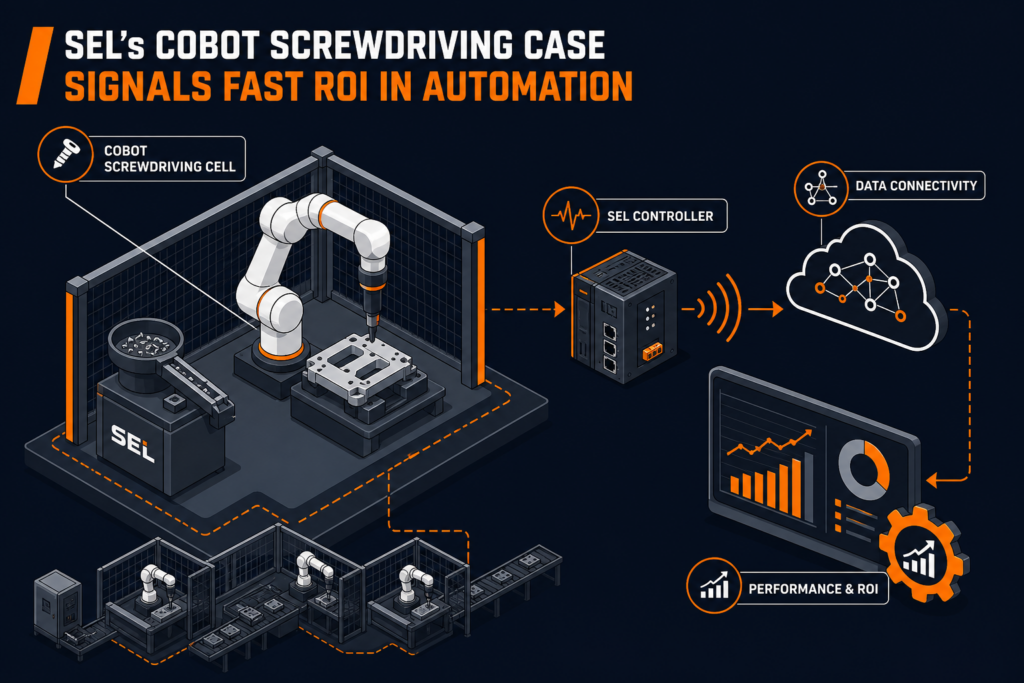
Schweitzer Engineering Laboratories (SEL) hat einen nützlichen Fall für Hersteller bereitgestellt, die evaluieren, wo kollaborative Automatisierung messbaren Wert liefert. Laut dem ursprünglichen Bericht, veröffentlicht im Robotiq Blog, setzte SEL eine Robotiq-Schraubzelle ein, um ein wiederkehrendes ergonomisches Problem an einer Montagelinie zu beheben, und skalierte diesen ersten Erfolg in ein breiteres Automatisierungsprogramm. Die Hauptzahlen sind für jeden Produktionsleiter bemerkenswert: Ergonomische Verletzungen, die mit wiederholtem Schrauben verbunden waren, wurden im gezielten Prozess eliminiert, das jährliche automatisierte Volumen erreichte etwa 1,4 Millionen Schrauben, und die erste Installation erzielte Berichten zufolge innerhalb eines Jahres eine Kapitalrendite. Für industrielle Anwender ist die Bedeutung weniger eine markenspezifische Erfolgsgeschichte als vielmehr das, was sie über die Auswahl von Aufgaben, die Einsatzgeschwindigkeit und die Wirtschaftlichkeit von Low-Payload-Cobot-Zellen in gemischter manueller und automatisierter Produktion aussagt.
Der betriebliche Kontext von SEL ist ebenfalls von Bedeutung. Das Unternehmen stellt digitale Produkte und Systeme her, die zum Schutz und zur Kontrolle kritischer elektrischer Infrastrukturen verwendet werden, wo Wiederholbarkeit und Rückverfolgbarkeit zentrale Produktionsanforderungen sind. Wiederholte Befestigungsaufgaben erscheinen auf dem Papier oft einfach, kombinieren in der Praxis jedoch ergonomische Belastungen, Qualitätsrisiken und Zykluszeitvariabilität. Manuelles Schrauben kann zu wiederholten Belastungen der Handgelenke, Schultern und Hände führen, insbesondere wenn die Bediener hohe tägliche Volumina oder ungünstige Teileorientierungen handhaben. Robotiq hat diese Kategorie von Arbeiten wiederholt als starken Kandidaten für kollaborative Automatisierung dargestellt, da sie langweilige, sich wiederholende Bewegungen entfernt und gleichzeitig die Beteiligung der Bediener an der vorgelagerten Beladung, Inspektion oder Ausnahmebehandlung bewahrt, wie in den umfassenderen Leitlinien zur Fertigungsautomatisierung von Robotiq umrissen. Das steht im Einklang mit dem, was viele europäische KMUs und Tier-1-Zulieferer bereits sehen: Das erste erfolgreiche Cobot-Projekt ist oft nicht eine vollständig automatisierte Zelle, sondern eine gezielte Intervention an einem wiederholten Engpass.
Warum Ergonomie der Auslöser für Automatisierung wurde
Für B2B-Entscheidungsträger unterstreicht das Beispiel von SEL ein wiederkehrendes Muster in Automatisierungsgeschäftsfällen. Durchsatzgewinne sind wertvoll, aber Ergonomie bietet oft den klarsten Auslöser, da die Kosten für Verletzungen sofort und sichtbar sind. Robotiq hat ein ähnliches Argument in seiner Diskussion über die Reduzierung ergonomischer Risiken und die Kapitalrendite gemacht und festgestellt, dass kollaborative Systeme nicht nur durch Arbeitskosteneinsparungen, sondern auch durch vermiedene Verletzungskosten, reduzierte Fehlzeiten und stabilere Personalbesetzungen bei wiederholten Aufgaben gerechtfertigt werden können, wie von Robotiq beschrieben. In Montageumgebungen ist Schrauben ein klassisches Beispiel: Die Aufgabe ist ausreichend standardisiert für die Automatisierung, aber häufig genug, um kumulative Belastungen zu erzeugen, wenn sie manuell bleibt.
Das bedeutet nicht, dass Ergonomie allein eine ausreichende Rechtfertigung ist. Integratoren und Endbenutzer müssen weiterhin die Drehmomentkonstanz, die Zuverlässigkeit der Schraubenpräsentation, die Teilefixierung und die Zykluszeitkompatibilität mit der umgebenden Linie validieren. Kollaborative Anwendungen erfordern auch eine dokumentierte Risikobewertung und ein Sicherheitskonzept. In Europa bedeutet das, dass die Maschinenrichtlinie und harmonisierte Standards wie EN ISO 12100 für die Risikobewertung, EN ISO 10218 für die Sicherheit von Industrierobotern und ISO/TS 15066 für den Betrieb von kollaborativen Robotern berücksichtigt werden müssen. Das Design von elektrischen und Steuerungssystemen muss möglicherweise auch mit den geltenden IEC- und EN-Anforderungen abgestimmt werden, abhängig von der Architektur der Arbeitszelle, der Sicherheits-PLC und dem End-of-Arm-Tooling. Die praktische Lehre von SEL ist, dass eine wiederholte Befestigungsaufgabe eine starke erste Anwendung sein kann, aber nur, wenn Prozess- und Sicherheitsengineering gemeinsam angegangen werden.
Von einer Cobot-Zelle zu einem breiteren Automatisierungsfahrplan
Die strategischere Erkenntnis ist der Expansionspfad. Eine einzelne erfolgreiche Arbeitszelle wuchs Berichten zufolge zu einem 27-Stationen-Automatisierungsprogramm, was darauf hindeutet, dass internes Vertrauen, Akzeptanz der Bediener und Ingenieurerfahrung ebenso entscheidend sein können wie die technische Leistung der ersten Maschine. Dies steht im Einklang damit, wie sich kollaborative Automatisierung oft in Fabriken ausbreitet: Eine risikoarme, hochsichtbare Anwendung beweist das Integrationsmodell, dann werden angrenzende Aufgaben auf ähnliche Merkmale überprüft. In diesem Sinne spiegelt SELs Erfahrung einen breiteren Markttrend wider, bei dem Cobots von Lieferanten wie Universal Robots und Doosan für wiederholte Montage- und Handhabungsaufgaben eingesetzt werden, während konventionelle Industrieroboter von ABB, KUKA, FANUC und Yaskawa dort üblich bleiben, wo höhere Geschwindigkeiten, Traglasten oder sicherheitskonzeptionen auf Basis von Gehäusen erforderlich sind.
Für Beschaffungs- und Fertigungsingenieurteams besteht der Unterschied nicht zwischen Cobot und Roboter als ideologischer Frage. Es ist eine Frage der Prozessanpassung. Schrauben, Maschinenbetreuung, leichte Materialhandhabung und Inspektion eignen sich oft für kollaborative Architekturen, wenn der Platz begrenzt ist und menschliche Interaktion erforderlich bleibt. Im Gegensatz dazu können Hochgeschwindigkeitslichtbogen-Schweißen, große Teilemanipulation oder aggressive Zykluszeitziele weiterhin traditionelle Sechs-Achsen-Roboterzellen mit fester Absicherung bevorzugen. Der SEL-Fall unterstützt daher ein breiteres Prinzip der Kapitalplanung: Beginnen Sie mit einer Aufgabe, bei der Automatisierung einen messbaren Schmerzpunkt beseitigt, und standardisieren Sie dann Schnittstellen, Schulungen und Wartungspraktiken, damit die nächste Implementierung einfacher und kostengünstiger wird.
Was das für Schweißzellenintegratoren bedeutet
Obwohl sich das Projekt von SEL auf Schrauben und nicht auf Schweißen konzentrierte, sind die Implikationen für Schweißzellenintegratoren direkt. Viele der gleichen Entscheidungskriterien gelten auch bei der Bewertung von Roboterschweißzellen oder Cobot-Schweißstationen: ergonomische Belastung, Wiederholbarkeit, Verfügbarkeit der Bediener und die Fähigkeit, Automatisierung über Produktvarianten hinweg neu einzusetzen. Beim Schweißen kann die wiederholte manuelle Handhabung des Brenners Müdigkeit und Qualitätsvariationen erzeugen, genau wie wiederholtes Schrauben. Eine gut gestaltete Cobot-Schweißzelle kann daher zunächst auf der Ergonomie des Bedieners und der Schweißkonsistenz gerechtfertigt werden, dann auf dem Durchsatz, sobald die Verfahren stabilisiert sind. Integratoren, die Systeme um Plattformen von ABB, KUKA, FANUC, Yaskawa, Universal Robots oder Doosan spezifizieren, sollten das Beispiel von SEL als Beweis lesen, dass Kunden oft am besten auf eng umrissene, hoch belastende Anwendungen mit klaren Kennzahlen reagieren, anstatt auf breite Automatisierungsversprechen.
Für das Design von Schweißzellen bedeutet dies, dass frühzeitig der Fokus auf der Wiederholbarkeit von Vorrichtungen, der Teilepräsentation, der Nahtzugänglichkeit, der Rauchabsaugung und der Sicherheitszonierung unter den relevanten ISO-, IEC- und EN-Anforderungen liegen sollte. Es bedeutet auch, realistisch zu sein, wo kollaboratives Schweißen angemessen ist und wo eine konventionelle geschlossene Roboter-Schweißzelle die bessere Ingenieurlösung bleibt. Die kommerzielle Lehre ist ebenso relevant: Eine erste Zelle, die ein konkretes ergonomisches oder Qualitätsproblem löst, kann die Tür zu einem mehrstationären Automatisierungsfahrplan über Fertigung, Montage und Endbearbeitung öffnen. Hersteller, die jetzt wiederholte Schweiß- oder Befestigungsoperationen überprüfen, möchten möglicherweise die manuelle Verletzungsbelastung, die Nachbearbeitungsraten und die Taktstabilität vergleichen, bevor sie die nächste Investition definieren. Unternehmen, die eine Roboter-Schweißzelle oder ein Cobot-Schweißprojekt planen, können Fälle wie den von SEL als Benchmark verwenden und, falls erforderlich, ein Angebot für eine Machbarkeitsprüfung, Zykluszeitschätzung oder schlüsselfertigen Zellvorschlag anfordern.
Related articles
Angebot anfordern
Suchen Sie eine bestimmte Konfiguration oder möchten Sie über unseren aktuellen Bestand sprechen? Erzählen Sie uns von Ihrem Projekt — wir antworten innerhalb von 24 Stunden aus unserem Büro in Bilbao.