PLC- und Roboterintegration gewinnt an Bedeutung in der Automatisierung
Die Diskussion über die PLC- und Roboterintegration hebt einen praktischen Weg zu einer zugänglicheren Automatisierung hervor, mit direkten Auswirkungen auf Schweißzellen, Steuerungsarchitektur und Sicherheitsdesign.
PLC-Roboterintegration bewegt sich von einer Nischenengineering-Aufgabe zu einer zentralen Automatisierungsstrategie
Eine kürzliche Diskussion mit Chris Elston von Yamaha Robotics Group North America, berichtet von The Robot Report, hebt einen Wandel hervor, den viele Hersteller bereits auf dem Shopfloor beobachten: Eine engere Integration zwischen programmierbaren Logiksteuerungen und Robotersystemen wird zu einer zentralen Anforderung für praktische Automatisierung. Anstatt den Roboter als isolierte Insel mit eigener Programmierumgebung zu betrachten, wünschen sich Maschinenbauer und Endbenutzer zunehmend koordinierte Steuerungsarchitekturen, in denen Roboterbewegungen, Peripheriegeräte, Sicherheitslogik, HMIs und Produktionsdaten einheitlicher verwaltet werden. Dieser Trend ist weit über Montageanwendungen hinaus von Bedeutung. Im Schweißen, wo Zykluszeiten, Vorrichtungsstatus, Teilepräsenz, Brennerreinigung, Gasfluss, Nahtverfolgung und Qualitätsverriegelungen zusammenarbeiten müssen, beeinflusst die PLC-Roboterintegration direkt die Betriebszeit, Wiederholgenauigkeit und Wartungsfreundlichkeit.
Elstons Rolle bei Yamaha Robotics Group konzentriert sich darauf, Maschinenbauern und Endbenutzern zu helfen, Robotik in PLC-gesteuerte Fertigungsumgebungen zu integrieren. Zusätzlicher technischer Kontext von der Association for Advancing Automation zeigt, wie dieser Ansatz produktiv umgesetzt wird: Yamaha hat Add-On-Anleitungen für Allen-Bradley PLCs und Funktionsblöcke für Siemens-Plattformen veröffentlicht, um die Roboterintegration in umfassendere Maschinensteuerungsschemata zu vereinfachen, gemäß Automate. Die zugrunde liegende Botschaft ist für Fertigungsingenieure vertraut: Die Reduzierung der Anzahl separater Softwareebenen und spezieller Schnittstellen kann die Inbetriebnahmezeit verkürzen und die zukünftige Unterstützung erleichtern. Dies ist besonders relevant in Anlagen, in denen Wartungsteams mit PLC-Diagnosen vertraut sind, jedoch möglicherweise nur eingeschränkten Zugang zu proprietären Roboterprogrammierungstools oder Lizenzen haben.
Warum einheitliche Steuerungen in der industriellen Produktion wichtig sind
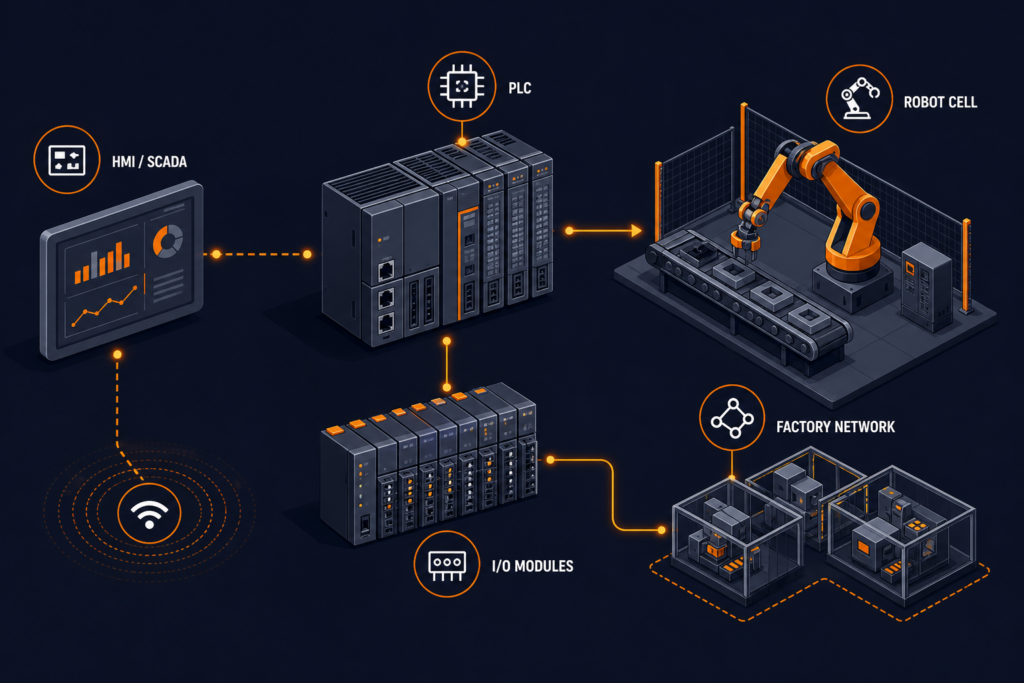
Für Produktionsleiter liegt der praktische Wert der PLC-Roboterintegration in deterministischer Steuerung und klarer Verantwortung für die Maschinenlogik. Eine PLC bleibt der natürliche Koordinator für Förderanlagen, Spannvorrichtungen, Sensoren, Schweißpositionierer, Teileverfolgung und Kommunikation auf Linienebene mit MES- oder SCADA-Systemen. Der Robotercontroller hingegen ist für Bewegungsplanung, Pfadverwirklichung und prozessspezifische Funktionen optimiert. Wenn die Schnittstelle zwischen den beiden gut gestaltet ist, ist das Ergebnis nicht einfach der Datenaustausch; es ist eine klarere Aufteilung der Verantwortlichkeiten. Startbedingungen, Rezeptauswahl, Fehlerbehandlung und sichere Zustandsübergänge können konsistent über die Zelle verwaltet werden, während der Roboter den programmierten Pfad und die Prozesssequenz ausführt.
Diese Architektur ist mittlerweile bei allen großen Roboter-Marken üblich, obwohl sich die Implementierungsdetails unterscheiden. ABB, KUKA, FANUC, Yaskawa, Universal Robots und Doosan unterstützen alle industrielle Ethernet- und Feldbusoptionen, die es PLCs ermöglichen, Befehle, Statusbits, Diagnosen und Produktionsvariablen mit Robotercontrollern auszutauschen. In höher spezifizierten Zellen können Integratoren auch Prozessdaten wie Schweißpläne, aktuelle Sollwerte, Vorrichtungs-IDs und Qualitätsflags in die PLC-Ebene zur Rückverfolgbarkeit abbilden. Für gemischte Flotten wird diese Interoperabilität sowohl zu einem Beschaffungs- als auch zu einem Engineering-Thema. Tier-1-Automobilzulieferer und Metallverarbeitungsgruppen wünschen sich oft Steuerungsstandards, die an verschiedenen Standorten repliziert werden können, unabhängig davon, ob eine zukünftige Zelle einen sechsachsigen Industrieroboter, einen kollaborativen Roboter oder ein portalunterstütztes Schweißsystem verwendet.
Standards, Sicherheit und Lebenszyklusunterstützung bleiben entscheidend
Mit der tiefergehenden Integration wird die Einhaltung von Standards immer kritischer. In robotergestützten Schweißzellen muss die Steuerungsarchitektur mit Maschinen- und Robotersicherheitsanforderungen wie ISO 10218 für die Sicherheit von Industrierobotern, ISO/TS 15066, wo kollaborativer Betrieb relevant ist, und umfassenderen Maschinen-Sicherheitsrahmen unter IEC- und EN-Normen übereinstimmen, einschließlich IEC 60204-1 für elektrische Ausrüstungen von Maschinen und EN ISO 13849-1 für sicherheitsrelevante Teile von Steuerungssystemen. Wo Schweißgefahren vorhanden sind, müssen Integratoren auch Lichtbogenstrahlung, Dämpfe, heiße Oberflächen und Spritzschutz im Gesamtrisiko bewerten. Ein PLC-zentriertes Design kann diese Anforderungen effektiv unterstützen, jedoch nur, wenn Sicherheitsfunktionen, sichere I/O, Not-Aus-Verhalten und Neustartlogik als Teil des vollständigen Zellkonzepts entwickelt werden und nicht erst spät im Projekt hinzugefügt werden.
Das Argument für den Lebenszyklus ist ebenso stark. Ein Punkt, der mit Elstons Kommentaren in öffentlich zugänglichem Hintergrundmaterial verbunden ist, ist, dass Maschinenlogik oft in einem Controller gefangen bleibt, der Jahre zuvor für einen engen Zweck ausgewählt wurde, wodurch Hersteller ohne den erforderlichen Softwarezugang dastehen, um ihre eigene Ausrüstung zu modifizieren oder zu unterstützen. Diese Sorge, die sich in Elstons LinkedIn-Profilkommentar widerspiegelt, spricht viele Endbenutzer an, die mit alternder Automatisierungstechnik umgehen. Für Schweißoperationen, bei denen sich Produktmix, Vorrichtungen und Schweißsequenzen häufig ändern, ist Wartungsfreundlichkeit kein sekundäres Thema. Eine Zelle, die durch vertraute PLC-Tools diagnostiziert, klar dokumentiert und mit standardisierten HMI-Workflows integriert werden kann, ist oft einfacher über eine Lebensdauer von zehn bis fünfzehn Jahren produktiv zu halten.
Was das für Schweißzellenintegratoren bedeutet
Für Integratoren von robotergestütztem Schweißen und cobot-gesteuertem Schweißen ist die breitere Lektion, dass das Design der Steuerungen als strategischer Teil des Zellendesigns behandelt werden sollte, nicht nur als Schnittstellenaufgabe zwischen Roboter und Peripheriegeräten. Eine moderne Schweißzelle kann einen Roboter von ABB, KUKA, FANUC oder Yaskawa mit einer Schweißstromquelle, einem Servopositionierer, einer Rauchabsaugung, Nahtfindesensoren, Barcode- oder RFID-Teileidentifikation und werkseigenem Produktionsreporting kombinieren. In kollaborativen Anwendungen können auch Plattformen von Universal Robots und Doosan in Betracht gezogen werden, wenn Tragfähigkeit, Reichweite und Risikobewertung einen cobot-Ansatz unterstützen. Der kommerzielle Erfolg dieser Zellen hängt zunehmend davon ab, wie reibungslos all diese Teilsysteme durch PLC-Logik, standardisierte Kommunikation und robuste Fehlertoleranz orchestriert werden.
Hersteller, die eine neue robotergestützte Schweißzelle, eine cobot-gesteuerte Schweißstation oder ein Retrofit bestehender PLC-gesteuerter Ausrüstung überprüfen, sollten die Steuerungsarchitektur ebenso sorgfältig bewerten wie die Roboter-Marke oder den Schweißprozess selbst. Unternehmen, die eine schlüsselfertige Lösung suchen, können ein Angebot anfordern, um zu bewerten, wie PLC-Roboterintegration, Sicherheitskonformität und wartungsfreundliches Zellendesign mit ihren Produktionszielen in Einklang gebracht werden können.
Related articles

Angebot anfordern
Suchen Sie eine bestimmte Konfiguration oder möchten Sie über unseren aktuellen Bestand sprechen? Erzählen Sie uns von Ihrem Projekt — wir antworten innerhalb von 24 Stunden aus unserem Büro in Bilbao.