La integración de PLC y robots gana terreno en la automatización
La discusión sobre la integración de PLC y robots destaca una ruta práctica hacia una automatización más accesible, con implicaciones directas para celdas de soldadura, arquitectura de controles y diseño de seguridad.
La integración de PLC y robots pasa de ser una tarea de ingeniería de nicho a una estrategia central de automatización
Una reciente discusión con Chris Elston del Yamaha Robotics Group North America, reportada por The Robot Report, destaca un cambio que muchos fabricantes ya están viendo en el piso de producción: la integración más estrecha entre controladores lógicos programables y sistemas robóticos se está convirtiendo en un requisito central para la automatización práctica. En lugar de tratar al robot como una isla independiente con su propio entorno de programación, los constructores de máquinas y los usuarios finales quieren cada vez más arquitecturas de control coordinadas en las que el movimiento del robot, los dispositivos periféricos, la lógica de seguridad, las interfaces hombre-máquina (HMI) y los datos de producción se gestionen de una manera más unificada. Esa tendencia es relevante más allá de las aplicaciones de ensamblaje. En soldadura, donde el tiempo de ciclo, el estado de los dispositivos de sujeción, la presencia de partes, la limpieza de la antorcha, el flujo de gas, el seguimiento de costuras y las interlocks de calidad necesitan trabajar juntos, la integración de PLC y robots afecta directamente el tiempo de actividad, la repetibilidad y la mantenibilidad.
El papel de Elston en Yamaha Robotics Group se centra en ayudar a los constructores de máquinas y a los usuarios finales a integrar la robótica en entornos de fabricación impulsados por PLC. Un contexto técnico adicional de la Asociación para el Avance de la Automatización muestra cómo este enfoque se está productizando: Yamaha ha publicado instrucciones adicionales para PLCs Allen-Bradley y bloques de función para plataformas Siemens para simplificar la integración de robots en esquemas de control de máquinas más amplios, según Automate. El mensaje subyacente es familiar para los ingenieros de manufactura: reducir el número de capas de software separadas y interfaces especializadas puede acortar el tiempo de puesta en marcha y facilitar el soporte futuro. Esto es especialmente relevante en plantas donde los equipos de mantenimiento están cómodos con los diagnósticos de PLC, pero pueden tener acceso limitado a herramientas o licencias de programación de robots propietarias.
Por qué los controles unificados son importantes en la producción industrial
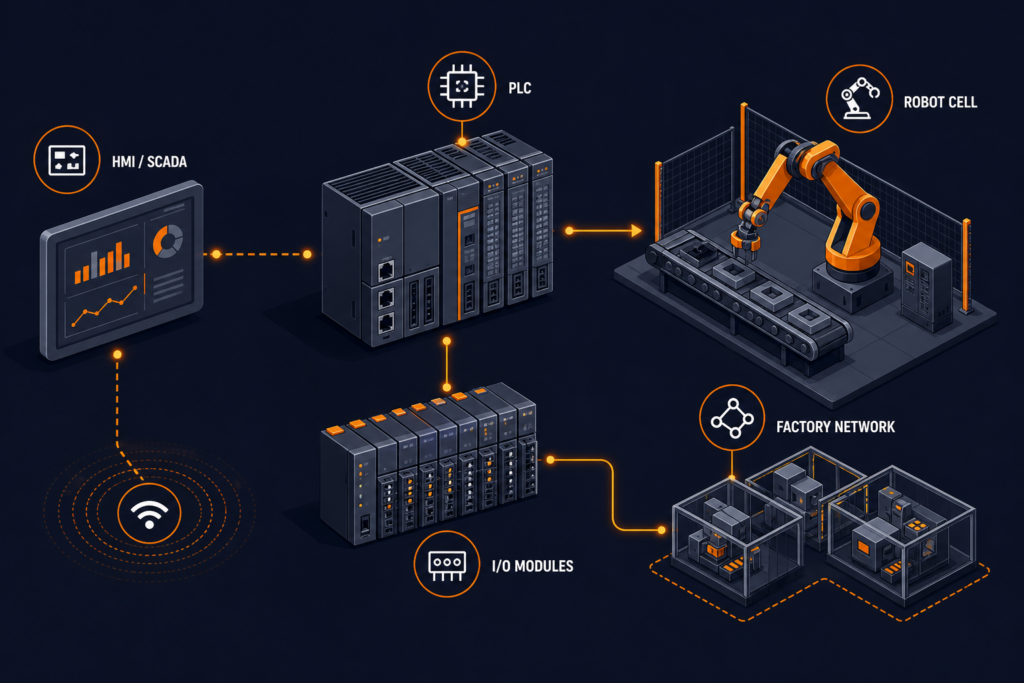
Para los gerentes de producción, el valor práctico de la integración de PLC y robots radica en el control determinista y una propiedad más clara de la lógica de la máquina. Un PLC sigue siendo el coordinador natural para transportadores, dispositivos de sujeción, sensores, posicionadores de soldadura, seguimiento de partes y comunicación a nivel de línea con sistemas MES o SCADA. El controlador del robot, en contraste, está optimizado para la planificación de movimientos, ejecución de trayectorias y funciones específicas del proceso. Cuando la interfaz entre los dos está bien diseñada, el resultado no es simplemente un intercambio de datos; es una división más clara de responsabilidades. Las condiciones de inicio, la selección de recetas, el manejo de fallos y las transiciones a estados seguros pueden gestionarse de manera consistente en toda la celda, mientras que el robot ejecuta la trayectoria y la secuencia de proceso programadas.
Esta arquitectura es ahora común entre las principales marcas de robots, aunque los detalles de implementación varían. ABB, KUKA, FANUC, Yaskawa, Universal Robots y Doosan admiten opciones de Ethernet industrial y bus de campo que permiten a los PLC intercambiar comandos, bits de estado, diagnósticos y variables de producción con los controladores de robots. En celdas de especificaciones más altas, los integradores también pueden mapear datos de proceso como horarios de soldadura, puntos de ajuste de corriente, IDs de dispositivos de sujeción y banderas de calidad en la capa de PLC para trazabilidad. Para flotas mixtas, esa interoperabilidad se convierte en un problema de adquisición tanto como en uno de ingeniería. Los proveedores automotrices de Tier-1 y los grupos de fabricación de metales a menudo desean estándares de control que se puedan replicar en diferentes sitios, independientemente de si una celda futura utiliza un robot industrial de seis ejes, un robot colaborativo o un sistema de soldadura asistido por pórtico.
Los estándares, la seguridad y el soporte del ciclo de vida siguen siendo decisivos
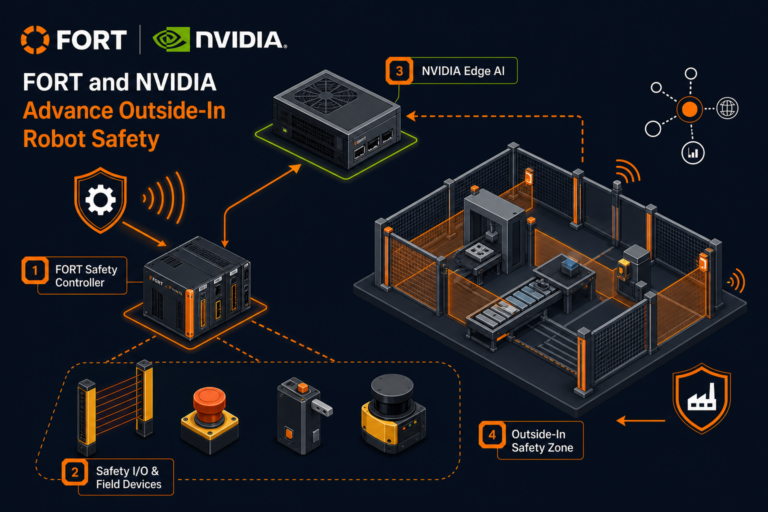
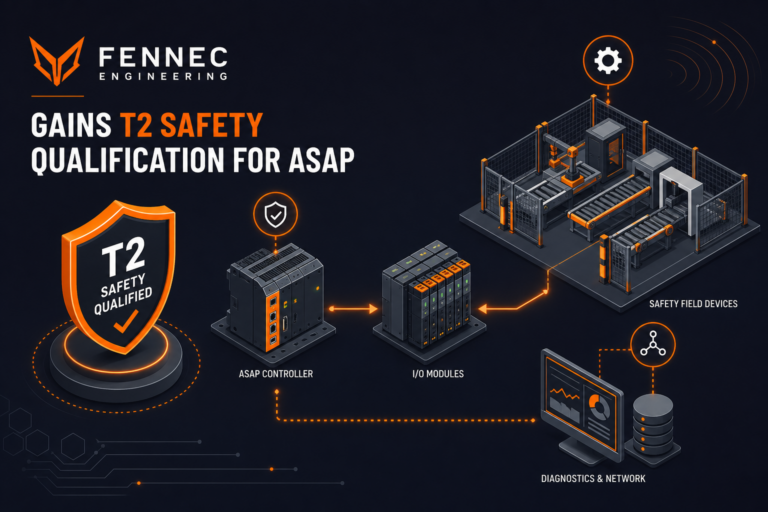
A medida que la integración se profundiza, el cumplimiento de estándares se vuelve más crítico. En las celdas de soldadura robótica, la arquitectura de controles debe alinearse con los requisitos de seguridad de maquinaria y robots, como ISO 10218 para la seguridad de robots industriales, ISO/TS 15066 donde la operación colaborativa es relevante, y marcos de seguridad de maquinaria más amplios bajo las normas IEC y EN, incluyendo IEC 60204-1 para equipos eléctricos de máquinas y EN ISO 13849-1 para partes relacionadas con la seguridad de los sistemas de control. Donde hay riesgos de soldadura presentes, los integradores también necesitan tener en cuenta la radiación de arco, los humos, las superficies calientes y la contención de salpicaduras en la evaluación general de riesgos. Un diseño centrado en PLC puede soportar estos requisitos de manera efectiva, pero solo si las funciones de seguridad, la E/S segura, el comportamiento de parada de emergencia y la lógica de reinicio se diseñan como parte del concepto completo de la celda en lugar de añadirse tarde en el proyecto.
El argumento del ciclo de vida es igualmente fuerte. Un punto asociado con el comentario de Elston en el material de fondo disponible públicamente es que la lógica de la máquina a menudo termina atrapada dentro de un controlador seleccionado para un propósito estrecho años atrás, dejando a los fabricantes sin el acceso al software necesario para modificar o soportar su propio equipo. Esa preocupación, reflejada en el comentario de Elston en su perfil de LinkedIn, resuena con muchos usuarios finales que gestionan activos de automatización envejecidos. Para las operaciones de soldadura, donde la mezcla de productos, los dispositivos de sujeción y las secuencias de soldadura cambian con frecuencia, la mantenibilidad no es un tema secundario. Una celda que puede ser diagnosticada a través de herramientas de PLC familiares, documentada claramente e integrada con flujos de trabajo HMI estándar es a menudo más fácil de mantener productiva durante una vida útil de servicio de diez a quince años.
Lo que esto significa para los integradores de celdas de soldadura
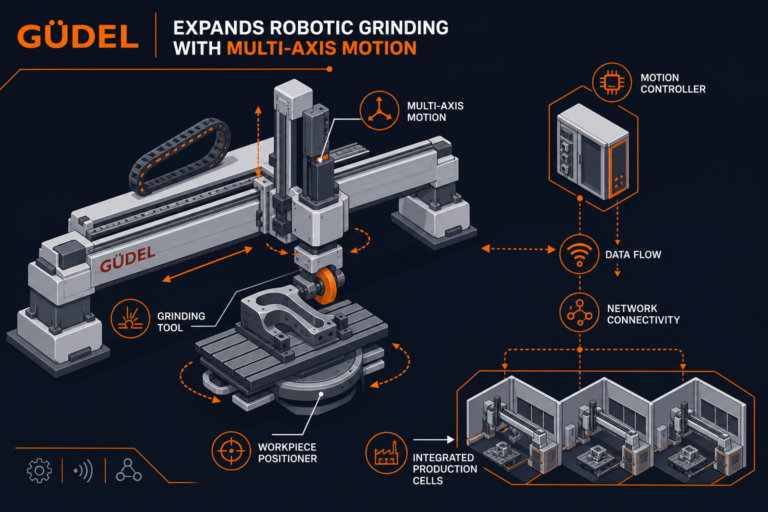
Para los integradores de soldadura robótica y soldadura con cobot, la lección más amplia es que el diseño de controles debe ser tratado como una parte estratégica de la ingeniería de la celda, no solo como una tarea de interfaz entre el robot y los periféricos. Una celda de soldadura moderna puede combinar un robot de ABB, KUKA, FANUC o Yaskawa con una fuente de energía de soldadura, un posicionador servo, extracción de humo, sensores de búsqueda de costuras, identificación de partes por código de barras o RFID, y reportes de producción a nivel de planta. En aplicaciones colaborativas, las plataformas de Universal Robots y Doosan también pueden ser consideradas donde la carga útil, el alcance y la evaluación de riesgos apoyen un enfoque de cobot. El éxito comercial de estas celdas depende cada vez más de cuán suavemente se orquestan todos estos subsistemas a través de la lógica de PLC, comunicaciones estandarizadas y recuperación robusta de fallos.
Eso tiene varias implicaciones para el diseño. Primero, los integradores deben definir desde el principio qué funciones permanecen en el controlador del robot y cuáles son gestionadas por el PLC, particularmente para el manejo de recetas, interlocks y captura de datos de calidad. En segundo lugar, deben especificar comunicaciones abiertas y soportables, evitando una dependencia innecesaria de middleware propietario donde la integración estándar basada en bus de campo o Ethernet es suficiente. En tercer lugar, deben documentar el acceso a la seguridad y el mantenimiento desde el principio, para que los usuarios finales puedan solucionar problemas de estaciones de limpieza de antorchas, alarmas de alimentación de alambre, sensores de dispositivos de sujeción y estado del robot sin depender de un solo especialista. En soldadura, donde el tiempo de inactividad puede afectar rápidamente el throughput y las tasas de retrabajo, estas decisiones tienen un valor operativo directo.
Los fabricantes que revisan una nueva celda de soldadura robótica, una estación de soldadura con cobot o una actualización de equipos existentes controlados por PLC pueden querer evaluar la arquitectura de controles tan cuidadosamente como la marca del robot o el proceso de soldadura en sí. Las empresas que buscan una solución llave en mano pueden solicitar una cotización para evaluar cómo la integración de PLC y robots, el cumplimiento de seguridad y el diseño de celdas mantenibles pueden alinearse con sus objetivos de producción.
Artículos relacionados
Solicitar presupuesto
¿Buscas una configuración específica o quieres consultar nuestro stock actual? Cuéntanos sobre tu proyecto — respondemos en 24 horas desde nuestra oficina de Bilbao.