L’intégration PLC et robot gagne du terrain dans l’automatisation
La discussion autour de l'intégration PLC et robot met en lumière une voie pratique vers une automatisation plus accessible, avec des implications directes pour les cellules de soudage, l'architecture des contrôles et la conception de la sécurité.
L’intégration PLC-robot passe d’une tâche d’ingénierie de niche à une stratégie d’automatisation centrale
Une discussion récente avec Chris Elston du Yamaha Robotics Group North America, rapportée par The Robot Report, met en évidence un changement que de nombreux fabricants constatent déjà sur le terrain : une intégration plus étroite entre les contrôleurs logiques programmables et les systèmes robotiques devient une exigence centrale pour une automatisation pratique. Plutôt que de traiter le robot comme une île autonome avec son propre environnement de programmation, les constructeurs de machines et les utilisateurs finaux souhaitent de plus en plus des architectures de contrôle coordonnées dans lesquelles le mouvement du robot, les dispositifs périphériques, la logique de sécurité, les IHM et les données de production sont gérés de manière plus unifiée. Cette tendance est pertinente bien au-delà des applications d’assemblage. En soudage, où le timing des cycles, l’état des dispositifs de fixation, la présence des pièces, le nettoyage des torches, le flux de gaz, le suivi des soudures et les interlocks de qualité doivent tous fonctionner ensemble, l’intégration PLC-robot affecte directement le temps de disponibilité, la répétabilité et la maintenabilité.
Le rôle d’Elston chez Yamaha Robotics Group se concentre sur l’aide aux constructeurs de machines et aux utilisateurs finaux pour intégrer la robotique dans des environnements de fabrication pilotés par PLC. Un contexte technique supplémentaire de l’Association for Advancing Automation montre comment cette approche est en train d’être productisée : Yamaha a publié des instructions complémentaires pour les PLC Allen-Bradley et des blocs de fonctions pour les plateformes Siemens afin de simplifier l’intégration des robots dans des schémas de contrôle de machines plus larges, selon Automate. Le message sous-jacent est familier aux ingénieurs de fabrication : réduire le nombre de couches logicielles séparées et d’interfaces spécialisées peut raccourcir le temps de mise en service et faciliter le support futur. Cela est particulièrement pertinent dans les usines où les équipes de maintenance sont à l’aise avec les diagnostics PLC mais peuvent avoir un accès limité aux outils de programmation de robots propriétaires ou aux licences.
Pourquoi les contrôles unifiés sont importants dans la production industrielle
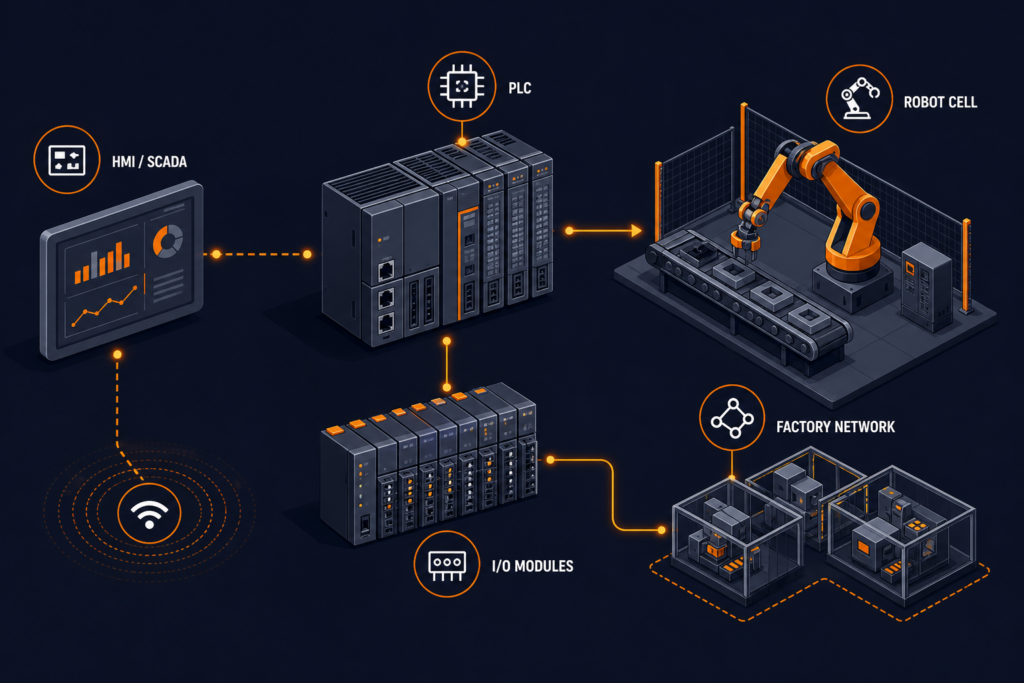
Pour les responsables de production, la valeur pratique de l’intégration PLC-robot réside dans le contrôle déterministe et une propriété plus claire de la logique de la machine. Un PLC reste le coordinateur naturel pour les convoyeurs, les pinces, les capteurs, les positionneurs de soudage, le suivi des pièces et la communication au niveau de la ligne avec les systèmes MES ou SCADA. Le contrôleur de robot, en revanche, est optimisé pour la planification des mouvements, l’exécution des trajectoires et les fonctions spécifiques au processus. Lorsque l’interface entre les deux est bien conçue, le résultat n’est pas simplement un échange de données ; c’est une division plus claire des responsabilités. Les conditions de départ, la sélection des recettes, la gestion des pannes et les transitions d’état sécurisé peuvent être gérées de manière cohérente à travers la cellule, tandis que le robot exécute le chemin programmé et la séquence de processus.
Cette architecture est désormais courante chez les grandes marques de robots, bien que les détails de mise en œuvre diffèrent. ABB, KUKA, FANUC, Yaskawa, Universal Robots et Doosan prennent tous en charge les options d’Ethernet industriel et de bus de terrain qui permettent aux PLC d’échanger des commandes, des bits d’état, des diagnostics et des variables de production avec les contrôleurs de robots. Dans les cellules de spécifications plus élevées, les intégrateurs peuvent également mapper des données de processus telles que les horaires de soudage, les points de consigne actuels, les ID de fixation et les indicateurs de qualité dans la couche PLC pour la traçabilité. Pour les flottes mixtes, cette interopérabilité devient un enjeu d’approvisionnement autant qu’un enjeu d’ingénierie. Les fournisseurs Tier-1 de l’automobile et les groupes de fabrication métallique souhaitent souvent des normes de contrôle qui peuvent être reproduites à travers les sites, peu importe si une cellule future utilise un robot industriel à six axes, un robot collaboratif ou un système de soudage assisté par portique.
Les normes, la sécurité et le support du cycle de vie restent décisifs
À mesure que l’intégration devient plus profonde, la conformité aux normes devient plus critique. Dans les cellules de soudage robotique, l’architecture de contrôle doit s’aligner sur les exigences de sécurité des machines et des robots telles que l’ISO 10218 pour la sécurité des robots industriels, l’ISO/TS 15066 lorsque l’opération collaborative est pertinente, et des cadres de sécurité des machines plus larges sous les normes IEC et EN, y compris l’IEC 60204-1 pour l’équipement électrique des machines et l’EN ISO 13849-1 pour les parties de sécurité des systèmes de contrôle. Lorsque des risques de soudage sont présents, les intégrateurs doivent également prendre en compte le rayonnement d’arc, les fumées, les surfaces chaudes et la confinement des projections dans l’évaluation globale des risques. Un design centré sur le PLC peut efficacement soutenir ces exigences, mais seulement si les fonctions de sécurité, les entrées/sorties sécurisées, le comportement d’arrêt d’urgence et la logique de redémarrage sont conçus dans le cadre du concept global de la cellule plutôt que d’être ajoutés tard dans le projet.
L’argument du cycle de vie est tout aussi fort. Un point associé aux commentaires d’Elston dans le matériel de fond disponible au public est que la logique de la machine se retrouve souvent piégée à l’intérieur d’un contrôleur sélectionné pour un but étroit des années auparavant, laissant les fabricants sans l’accès logiciel nécessaire pour modifier ou soutenir leur propre équipement. Cette préoccupation, reflétée dans le commentaire du profil LinkedIn d’Elston, résonne avec de nombreux utilisateurs finaux gérant des actifs d’automatisation vieillissants. Pour les opérations de soudage, où le mélange de produits, les gabarits et les séquences de soudage changent fréquemment, la maintenabilité n’est pas un problème secondaire. Une cellule qui peut être diagnostiquée à travers des outils PLC familiers, documentée clairement et intégrée avec des flux de travail IHM standard est souvent plus facile à maintenir productive sur une durée de service de dix à quinze ans.
Ce que cela signifie pour les intégrateurs de cellules de soudage
Pour les intégrateurs de soudage robotique et de soudage cobot, la leçon plus large est que la conception des contrôles doit être considérée comme une partie stratégique de l’ingénierie de la cellule, et non simplement comme une tâche d’interface entre le robot et les périphériques. Une cellule de soudage moderne peut combiner un robot d’ABB, KUKA, FANUC ou Yaskawa avec une source de puissance de soudage, un positionneur servo, une extraction des fumées, des capteurs de recherche de soudure, une identification des pièces par code-barres ou RFID, et un reporting de production au niveau de l’usine. Dans les applications collaboratives, les plateformes Universal Robots et Doosan peuvent également être envisagées lorsque la charge utile, la portée et l’évaluation des risques soutiennent une approche cobot. Le succès commercial de ces cellules dépend de plus en plus de la manière dont tous ces sous-systèmes sont orchestrés de manière fluide à travers la logique PLC, les communications standardisées et la récupération robuste des pannes.
Cela a plusieurs implications pour la conception. Premièrement, les intégrateurs devraient définir tôt quelles fonctions restent dans le contrôleur de robot et lesquelles sont gérées par le PLC, en particulier pour la gestion des recettes, les interlocks et la capture des données de qualité. Deuxièmement, ils devraient spécifier des communications ouvertes et soutenables, évitant une dépendance inutile à des middleware propriétaires lorsque l’intégration standard par bus de terrain ou basée sur Ethernet est suffisante. Troisièmement, ils devraient documenter l’accès à la sécurité et à la maintenance dès le départ, afin que les utilisateurs finaux puissent dépanner les stations de nettoyage des torches, les alarmes d’alimentation en fil, les capteurs de fixation et l’état du robot sans dépendre d’un seul spécialiste. En soudage, où les temps d’arrêt peuvent rapidement affecter le throughput et les taux de retouche, ces décisions ont une valeur opérationnelle directe.
Les fabricants examinant une nouvelle cellule de soudage robotique, une station de soudage cobot ou un retrofit d’équipement existant contrôlé par PLC peuvent vouloir évaluer l’architecture de contrôle aussi soigneusement que la marque du robot ou le processus de soudage lui-même. Les entreprises cherchant une solution clé en main peuvent demander un devis pour évaluer comment l’intégration PLC-robot, la conformité à la sécurité et la conception de cellules maintenables peuvent être alignées avec leurs objectifs de production.
Articles liés
Demander un devis
Vous cherchez une configuration spécifique ou souhaitez discuter de notre stock actuel ? Parlez-nous de votre projet — nous répondons sous 24 heures depuis notre bureau de Bilbao.