Perché i progetti di automazione si bloccano tra cella e linea
Un numero crescente di produttori scopre che le celle robotiche raggiungono obiettivi locali, ma i guadagni a livello di linea si bloccano quando integrazione, flusso di dati e gestione dei materiali sono in ritardo.
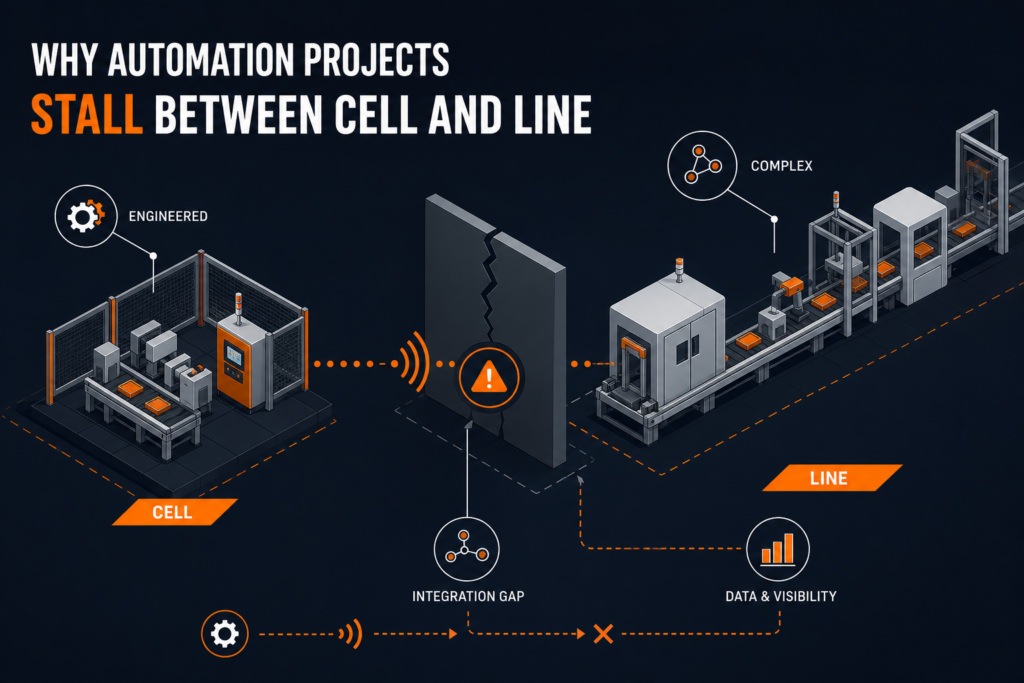
I guadagni di automazione spesso si fermano al livello di integrazione
Molti produttori possono ora indicare celle robotiche che funzionano bene, ma continuano a lottare per convertire quei guadagni locali in produttività a livello di linea. Questo è l’argomento centrale nell’articolo recente di Robotics & Automation News su perché i programmi di automazione si bloccano tra cella e linea. Il modello è familiare nella produzione automobilistica e di metalli lavorati: le singole stazioni sono commissionate entro obiettivi di tempo ciclo, l’uptime del robot è accettabile e l’OEE della cella sembra difendibile, ma il throughput, la stabilità WIP, le prestazioni di cambio e l’aderenza al programma rimangono incoerenti lungo l’intera linea. In pratica, il collo di bottiglia raramente è solo il braccio del robot. È più spesso il livello tra attrezzature e gestione della produzione, dove MES, ERP, WMS, tracciabilità, sistemi di qualità e flusso di materiali devono lavorare insieme in condizioni operative reali.
Questo divario è importante perché la spesa in conto capitale tende ancora a favorire beni visibili come robot, posizionatori, fonti di energia per saldatura e recinzioni di sicurezza, mentre l’integrazione software, l’architettura dei dati e l’orchestrazione della linea sono finanziate con maggiore cautela. Il risultato è una fabbrica con isole di automazione capaci ma con una limitata reattività end-to-end. Una linea di carrozzeria può includere robot di ABB, KUKA, FANUC o Yaskawa, mentre i processi manuali o semi-automated adiacenti utilizzano controlli diversi, convenzioni di denominazione diverse e registri di qualità diversi. Anche quando ogni cella funziona bene in FAT e SAT, la linea può comunque perdere output a causa di errori di presentazione dei pezzi, variazione degli accessori, cambi di ricetta ritardati, materiali di consumo mancanti o scarsa escalation quando una stazione a valle esce dai limiti di tolleranza.
Perché il successo della cella non scala automaticamente
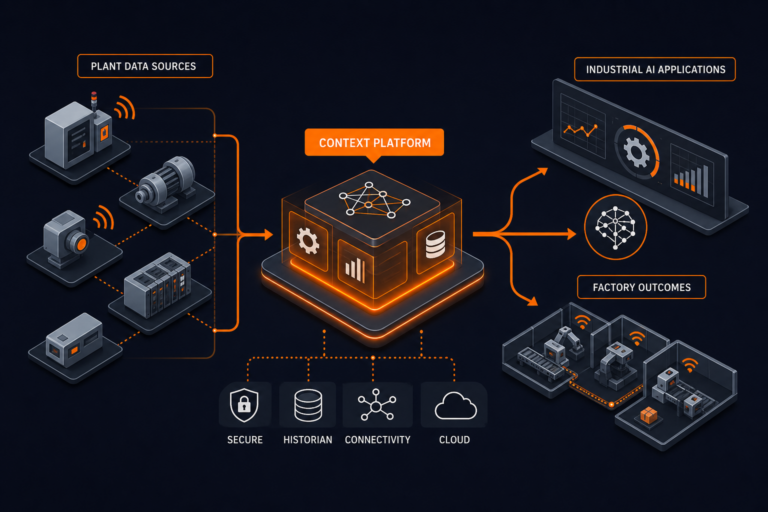
Da una prospettiva ingegneristica, il plateau tra cella e linea è solitamente un problema di sistemi piuttosto che un problema di controllo del movimento. Una cella di saldatura può essere tarata per ripetere un percorso programmato con alta coerenza, ma le prestazioni della linea dipendono da dipendenze a monte e a valle che sono più difficili da standardizzare. La gestione dei materiali, il bilanciamento del takt, la manutenzione degli accessori, la tracciabilità dei pezzi e il routing delle riparazioni influenzano tutti se una cella robotica contribuisce a un output sostenuto della linea. Questo è uno dei motivi per cui i programmi di automazione più ampi spesso si bloccano su scala, un tema ripreso dai Cisco Blogs, che osserva che le iniziative di AI industriale e automazione falliscono frequentemente non nell’uso isolato, ma nel punto in cui è necessaria l’integrazione a livello di impianto.
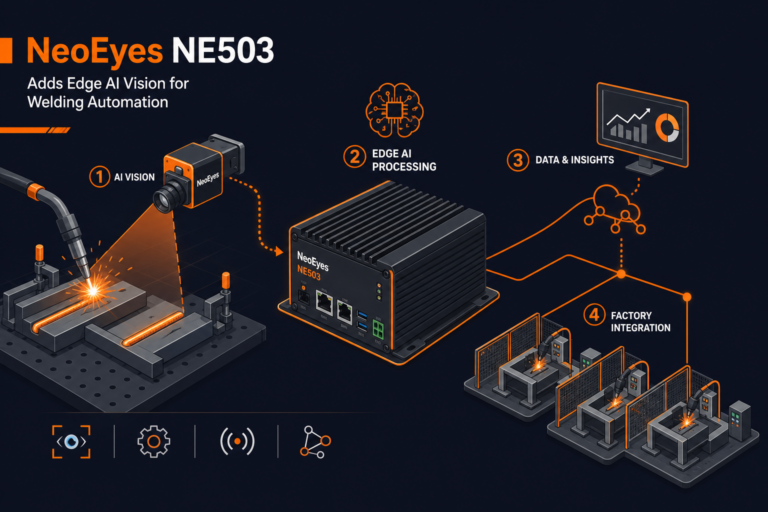
Per le operazioni di saldatura, la variabilità è particolarmente spietata. Una cella robotica di saldatura MIG o a punti può raggiungere il tempo ciclo target su pezzi nominali, ma l’efficienza a livello di linea diminuisce se i gruppi in arrivo variano, se la qualità del punto è incoerente o se l’usura dell’accessorio cambia l’accesso alla torcia. Gli integratori vedono anche problemi quando gli impianti sottovalutano lo sforzo necessario per la gestione delle ricette, la raccolta dei dati di saldatura e la correlazione della qualità. Gli standard forniscono un quadro, ma non una scorciatoia. La sicurezza funzionale e l’integrazione del robot devono ancora allinearsi ai requisiti delle macchine secondo ISO 10218, alle applicazioni collaborative secondo ISO/TS 15066 dove pertinente, ai requisiti delle attrezzature elettriche secondo IEC/EN 60204-1 e alla valutazione del rischio della macchina più ampia secondo ISO 12100. La conformità può essere raggiunta a livello di cella mentre la coerenza operativa lungo la linea rimane debole.
Implicazioni per l’investimento nell’automazione della saldatura
Il lato finanziario del plateau è altrettanto rilevante. Il ROI dell’automazione è spesso calcolato attorno alla riduzione del lavoro, al tempo ciclo e alla ripetibilità all’interno di una singola stazione. Tuttavia, se la fame della linea, il flusso bloccato o le frequenti interventi ingegneristici persistono, il payback atteso si allunga. Ulteriori contesti da SwitchWeld evidenziano che anche i piccoli impianti di automazione della saldatura possono comportare costi totali installati sostanziali una volta inclusi il robot, i periferici, la protezione e la messa in servizio. Quel profilo di costo rende l’integrazione insufficiente costosa: una cella tecnicamente capace che attende i pezzi, manca di dati di produzione utilizzabili o non può essere rapidamente riconfigurata per cambi di mix non fornirà il business case atteso.
Questo è anche dove la scelta tra robot industriali e cobot diventa più sfumata. I cobot di Universal Robots e Doosan possono essere efficaci in applicazioni di saldatura o di assistenza a basso volume e alta varietà, specialmente dove lo spazio a terra e la flessibilità di riutilizzo sono importanti. Ma l’hardware collaborativo non elimina la necessità di un design della linea disciplinato, gestione digitale del lavoro e attrezzature robuste. In ambienti automobilistici più grandi o Tier-1, le piattaforme convenzionali a sei assi di ABB, KUKA, FANUC e Yaskawa rimangono comuni perché il carico utile, la portata, la velocità di processo e l’integrazione con posizionatori e assi esterni sono critici. Pertanto, il plateau descritto nell’articolo sorgente si applica a entrambe le categorie di robot: il problema riguarda meno il marchio del robot e più se il sistema di produzione attorno al robot è stato progettato per la scala.
Cosa significa questo per gli integratori di celle di saldatura
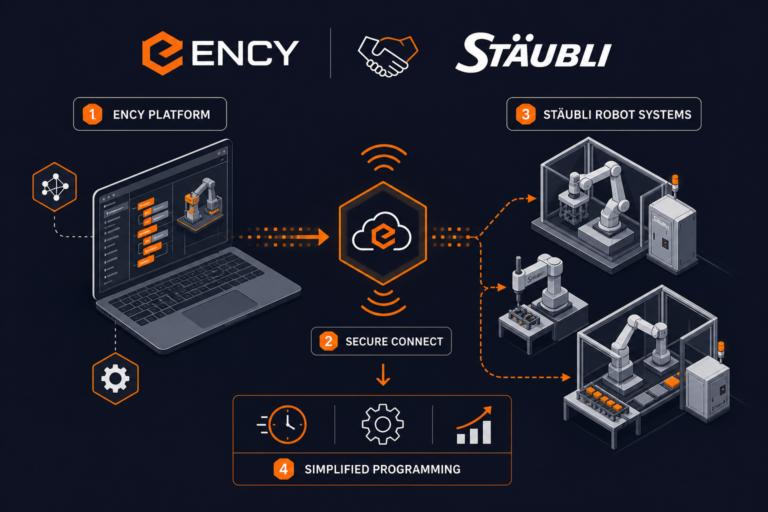
Per gli integratori di celle di saldatura, la lezione pratica è che l’ambito del progetto dovrebbe estendersi oltre la stabilità dell’arco, lo studio della portata e la validazione della sicurezza. Una cella che salda correttamente in isolamento non è più sufficiente per gli acquirenti che necessitano di un impatto misurabile a livello di linea. Gli integratori devono sempre più definire interfacce per MES ed ERP, specificare l’identificazione dei pezzi e la tracciabilità della saldatura, coordinare la strategia di manutenzione degli accessori e documentare come gli allarmi, le eccezioni di qualità e i cambiamenti di ricetta si propagano lungo la linea. Nei progetti di saldatura robotica e di saldatura con cobot, questo significa progettare celle come asset di produzione connessi piuttosto che come macchine autonome. Significa anche pianificare per un utilizzo realistico. Come sostiene Hirebotics in un contesto di settore diverso, l’automazione fissa può perdere valore quando le assunzioni sull’utilizzo non corrispondono all’ambiente di produzione. Per gli integratori, ciò si traduce in un focus più forte sul flusso dei pezzi, sul mix di prodotti, sulla strategia di riutilizzo e sul supporto agli operatori.
C’è anche un’implicazione per gli acquisti. Gli acquirenti chiedono sempre più non solo se una cella di saldatura soddisfa il takt, ma come si comporta durante i cambi, quanto rapidamente possono essere introdotti nuovi varianti e come i dati di saldatura possono essere collegati ai registri di qualità e manutenzione. Gli integratori che possono rispondere a queste domande con un’architettura chiara, utilizzando framework riconosciuti IEC, ISO ed EN, sono meglio posizionati per ridurre il divario tra cella e linea. Questo può comportare scelte PLC e fieldbus standardizzate, strutture HMI comuni, flussi di lavoro di programmazione offline, validazione del gemello digitale e un modello di servizio che copre l’ottimizzazione post-ramp-up piuttosto che terminare alla messa in servizio.
I produttori che esaminano investimenti in saldatura robotica o saldatura con cobot potrebbero voler valutare non solo la cella, ma il contesto completo della linea attorno ad essa. Le aziende che pianificano nuove celle di saldatura, retrofit o progetti di integrazione multi-stazione possono richiedere un preventivo per confrontare le opzioni tecniche, l’ambito di integrazione e le prestazioni attese a livello di linea.
Related articles
Richiedi un preventivo
Cerchi una configurazione specifica o vuoi parlarci della nostra disponibilità attuale? Raccontaci il tuo progetto — rispondiamo entro 24 ore dal nostro ufficio di Bilbao.