Pourquoi les projets d’automatisation stagnent entre la cellule et la ligne
Un nombre croissant de fabricants constatent que les cellules robotiques atteignent des objectifs locaux, mais les gains au niveau de la ligne stagnent lorsque l'intégration, le flux de données et la manutention des matériaux sont en retard.
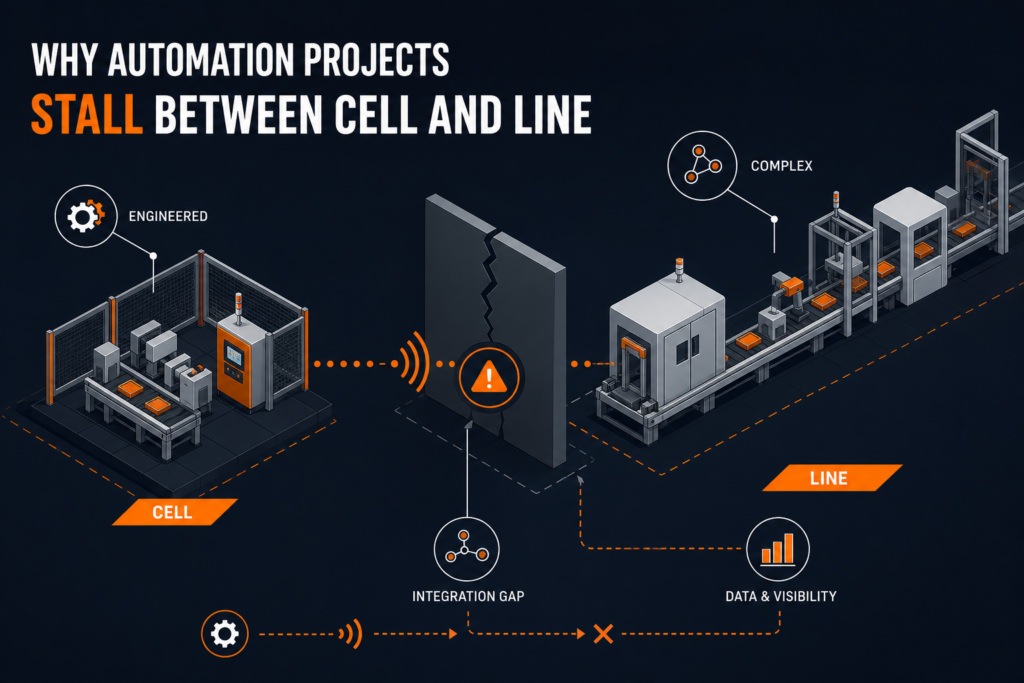
Les gains d’automatisation s’arrêtent souvent au niveau de l’intégration
De nombreux fabricants peuvent désormais pointer des cellules robotiques performantes, mais peinent encore à convertir ces gains locaux en productivité au niveau de la ligne. C’est l’argument central de l’article récent de Robotics & Automation News sur les raisons pour lesquelles les programmes d’automatisation stagnent entre la cellule et la ligne. Le schéma est familier dans la production automobile et de métaux fabriqués : les stations individuelles sont mises en service dans les délais de cycle, le temps de fonctionnement des robots est acceptable et le TAE de la cellule semble défendable, mais le débit, la stabilité des en-cours, la performance de changement et le respect des plannings restent incohérents sur l’ensemble de la ligne. En pratique, le goulet d’étranglement n’est que rarement le bras robotique seul. C’est plus souvent la couche entre l’équipement et la gestion de la production, où le MES, l’ERP, le WMS, la traçabilité, les systèmes de qualité et le flux de matériaux doivent travailler ensemble dans des conditions d’exploitation réelles.
Cette lacune est importante car les dépenses d’investissement ont tendance à privilégier les actifs visibles tels que les robots, les positionneurs, les sources d’énergie de soudage et les clôtures de sécurité, tandis que l’intégration logicielle, l’architecture des données et l’orchestration de la ligne sont financées plus prudemment. Le résultat est une usine avec des îlots d’automatisation capables mais une réactivité de bout en bout limitée. Une ligne de carrosserie peut inclure des robots d’ABB, KUKA, FANUC ou Yaskawa, tandis que des processus manuels ou semi-automatisés adjacents utilisent différents contrôles, différentes conventions de nommage et différents dossiers de qualité. Même lorsque chaque cellule fonctionne bien lors des FAT et SAT, la ligne peut encore perdre du rendement à cause d’erreurs de présentation des pièces, de variations de fixation, de changements de recette retardés, de consommables manquants ou d’une mauvaise escalade lorsqu’une station en aval sort de tolérance.
Pourquoi le succès d’une cellule ne se traduit pas automatiquement à l’échelle
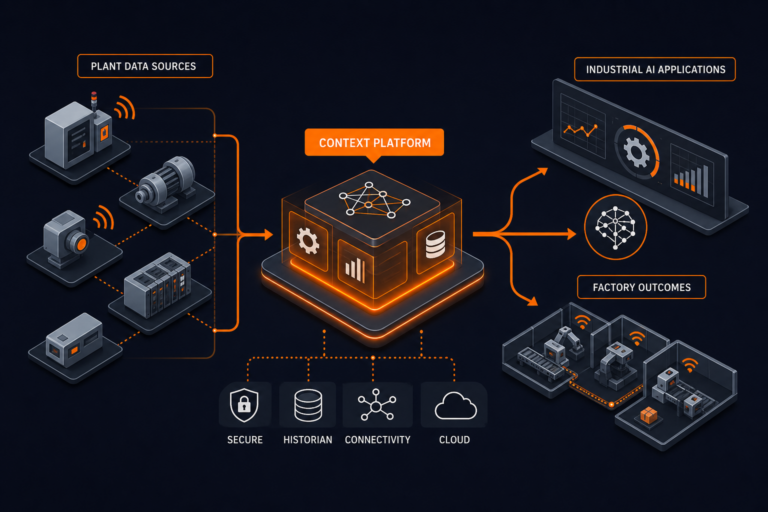
Du point de vue de l’ingénierie, le plateau entre la cellule et la ligne est généralement un problème de systèmes plutôt qu’un problème de contrôle de mouvement. Une cellule de soudage peut être réglée pour répéter un chemin programmé avec une grande cohérence, mais la performance de la ligne dépend des dépendances en amont et en aval qui sont plus difficiles à standardiser. La manutention des matériaux, l’équilibrage des cadences, la maintenance des fixations, la traçabilité des pièces et le routage des retouches influencent tous si une cellule robotique contribue à un rendement soutenu de la ligne. C’est une des raisons pour lesquelles les programmes d’automatisation plus larges stagnent souvent à l’échelle, un thème repris par Cisco Blogs, qui note que les initiatives d’IA industrielle et d’automatisation échouent fréquemment non pas au niveau du cas d’utilisation isolé, mais au moment où une intégration à l’échelle de l’usine est requise.
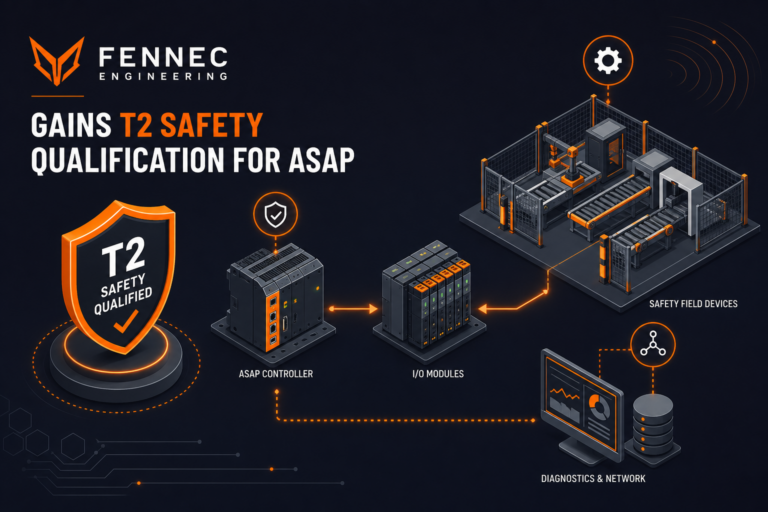
Pour les opérations de soudage, la variabilité est particulièrement impitoyable. Une cellule de soudage MIG ou par point robotisée peut atteindre le temps de cycle cible sur des pièces nominales, mais l’efficacité au niveau de la ligne diminue si les assemblages entrants varient, si la qualité des points de soudure est incohérente, ou si l’usure des fixations change l’accès à la torche. Les intégrateurs rencontrent également des problèmes lorsque les usines sous-estiment l’effort nécessaire pour la gestion des recettes, la collecte des données de soudage et la corrélation de la qualité. Les normes fournissent un cadre, mais pas un raccourci. La sécurité fonctionnelle et l’intégration des robots doivent encore s’aligner sur les exigences des machines selon l’ISO 10218, les applications collaboratives selon l’ISO/TS 15066 lorsque cela est pertinent, les exigences des équipements électriques selon l’IEC/EN 60204-1, et une évaluation des risques plus large des machines selon l’ISO 12100. La conformité peut être atteinte au niveau de la cellule tandis que la cohérence opérationnelle sur l’ensemble de la ligne reste faible.
Implications pour l’investissement dans l’automatisation du soudage
Le côté financier du plateau est tout aussi pertinent. Le ROI de l’automatisation est souvent calculé autour de la réduction des coûts de main-d’œuvre, du temps de cycle et de la répétabilité au sein d’une seule station. Cependant, si la famine de ligne, le flux bloqué ou les interventions d’ingénierie fréquentes persistent, le retour sur investissement attendu s’étire. Un contexte supplémentaire de SwitchWeld souligne que même des déploiements d’automatisation de soudage plus petits peuvent impliquer des coûts totaux installés substantiels une fois que le robot, les périphériques, la protection et la mise en service sont inclus. Ce profil de coût rend l’intégration insuffisante coûteuse : une cellule techniquement capable qui attend des pièces, manque de données de production utilisables, ou ne peut pas être rapidement reconfigurée pour des changements de mélange ne fournira pas le cas commercial attendu.
C’est aussi là que le choix entre les robots industriels et les cobots devient plus nuancé. Les cobots Universal Robots et Doosan peuvent être efficaces dans des applications de soudage ou de manipulation à faible volume et à fort mélange, surtout lorsque l’espace au sol et la flexibilité de redéploiement sont importants. Mais le matériel collaboratif ne supprime pas la nécessité d’une conception de ligne disciplinée, d’une gestion numérique des tâches et d’un outillage robuste. Dans des environnements automobiles plus grands ou de niveau 1, les plateformes conventionnelles à six axes d’ABB, KUKA, FANUC et Yaskawa restent courantes car la charge utile, la portée, la vitesse de processus et l’intégration avec les positionneurs et les axes externes sont critiques. Le plateau décrit dans l’article source s’applique donc à la fois aux catégories de robots : le problème concerne moins la marque du robot et plus la question de savoir si le système de production autour du robot a été conçu pour l’échelle.
Ce que cela signifie pour les intégrateurs de cellules de soudage
Pour les intégrateurs de cellules de soudage, la leçon pratique est que la portée du projet doit s’étendre au-delà de la stabilité de l’arc, de l’étude de portée et de la validation de sécurité. Une cellule qui soude correctement de manière isolée n’est plus suffisante pour les acheteurs qui ont besoin d’un impact mesurable au niveau de la ligne. Les intégrateurs doivent de plus en plus définir des interfaces avec le MES et l’ERP, spécifier l’identification des pièces et la traçabilité des soudures, coordonner la stratégie de maintenance des fixations et documenter comment les alarmes, les exceptions de qualité et les changements de recette se propagent sur la ligne. Dans les projets de soudage robotique et de soudage avec cobot, cela signifie concevoir des cellules comme des actifs de production connectés plutôt que comme des machines autonomes. Cela signifie également planifier une utilisation réaliste. Comme Hirebotics l’argumente dans un contexte sectoriel différent, l’automatisation fixe peut perdre de la valeur lorsque les hypothèses d’utilisation ne correspondent pas à l’environnement de production. Pour les intégrateurs, cela se traduit par une attention accrue portée au flux de pièces, au mélange de produits, à la stratégie de redéploiement et au soutien des opérateurs.
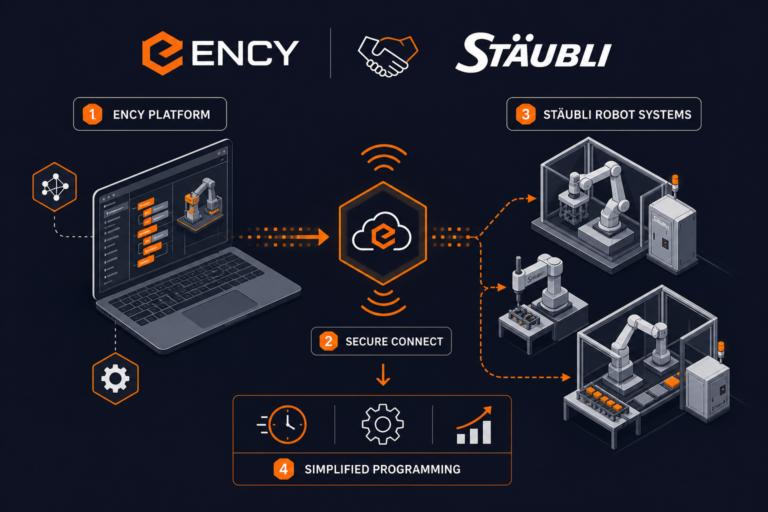
Il y a aussi une implication pour les achats. Les acheteurs demandent de plus en plus non seulement si une cellule de soudage respecte le takt, mais comment elle se comporte lors des changements, à quelle vitesse de nouvelles variantes peuvent être introduites, et comment les données de soudage peuvent être liées aux dossiers de qualité et de maintenance. Les intégrateurs qui peuvent répondre à ces questions avec une architecture claire, en utilisant des cadres reconnus IEC, ISO et EN, sont mieux positionnés pour réduire l’écart entre la cellule et la ligne. Cela peut impliquer des choix de PLC et de bus de terrain standardisés, des structures IHM communes, des flux de travail de programmation hors ligne, la validation de jumeaux numériques, et un modèle de service qui couvre l’optimisation post-mise en service plutôt que de s’arrêter à la mise en service.
Les fabricants examinant les investissements en soudage robotique ou en soudage avec cobot peuvent vouloir évaluer non seulement la cellule, mais le contexte complet de la ligne qui l’entoure. Les entreprises planifiant de nouvelles cellules de soudage, des réaménagements ou des projets d’intégration multi-stations peuvent demander un devis pour comparer les options techniques, la portée de l’intégration et les performances attendues au niveau de la ligne.
Articles liés
Demander un devis
Vous cherchez une configuration spécifique ou souhaitez discuter de notre stock actuel ? Parlez-nous de votre projet — nous répondons sous 24 heures depuis notre bureau de Bilbao.