Les écosystèmes de vision GMSL gagnent du terrain dans le soudage robotique
La vision robotique passe d'un ajout optionnel à une couche d'automatisation essentielle. Les écosystèmes de caméras basés sur GMSL pourraient simplifier le déploiement, améliorer la qualité des soudures et soutenir une intégration plus rapide des cellules de soudage.
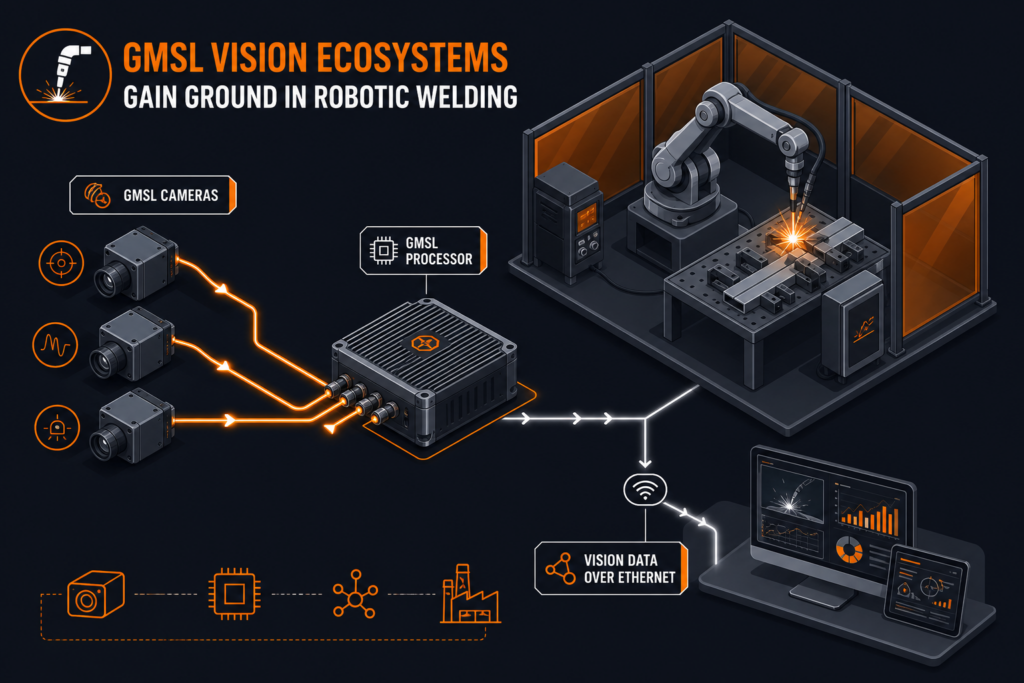
La vision robotique devient une technologie habilitante essentielle pour l’automatisation industrielle, en particulier là où les robots doivent fonctionner dans des environnements de production dynamiques et à forte diversité. L’article original publié par The Robot Report souligne comment le GMSL, ou Gigabit Multimedia Serial Link, gagne en traction en tant que moyen pratique de connecter des caméras et du matériel de traitement en robotique. Ce changement est important pour la fabrication car la vision n’est plus limitée à une simple détection de présence ou à une inspection à position fixe. Dans les cellules de soudage, la vision soutient de plus en plus la localisation des pièces, le suivi des soudures, le guidage de la torche, la vérification des dispositifs de fixation, l’inspection post-soudage et une collaboration homme-robot plus sûre. Alors que les fabricants poussent pour des changements plus courts et une meilleure traçabilité, la qualité de l’interface de la caméra et la maturité de l’écosystème environnant peuvent directement affecter le temps de déploiement, la fiabilité et le coût total du système.
Pourquoi le GMSL attire l’attention dans la robotique
Le GMSL a été développé pour des liaisons de caméras et d’affichages à haute vitesse, initialement dans des applications automobiles, mais il est maintenant adapté à la robotique et aux systèmes industriels. Selon Analog Devices, cette approche peut réduire l’effort de développement en donnant aux équipes de robotique accès à des modules de caméra pré-validés, des adaptateurs et des paquets de support logiciel plutôt que d’exiger une intégration personnalisée à bas niveau pour chaque capteur. EDN note également que ce modèle d’écosystème peut raccourcir les cycles de développement et abaisser la barrière entre le prototype et le déploiement en production. Pour les utilisateurs industriels, cela est pertinent car les projets de vision machine échouent souvent non seulement en raison de la qualité d’image, mais aussi à cause de la robustesse des câbles, de la synchronisation, de la latence, de la compatibilité électromagnétique et de l’intégration logicielle avec les contrôleurs de robots et les PLC.
En termes pratiques, un lien de caméra robuste à large bande passante peut aider à soutenir plusieurs capteurs synchronisés, des longueurs de câbles plus longues et des architectures de traitement en périphérie compactes. Ce sont des caractéristiques utiles dans le soudage robotique, où les caméras peuvent être montées sur le bras, près de la torche ou autour du périmètre de la cellule pour l’inspection et la surveillance liée à la sécurité. Les environnements de soudage sont particulièrement exigeants en raison de l’éblouissement de l’arc, des projections, de la fumée, des vibrations et des surfaces métalliques réfléchissantes. Le matériel de vision doit donc non seulement avoir un débit de données suffisant, mais aussi une performance prévisible dans des conditions industrielles. Pour les intégrateurs travaillant avec des plateformes ABB, KUKA, FANUC, Yaskawa, Universal Robots ou Doosan, la valeur d’un écosystème de vision plus large réside dans la réduction de la quantité d’ingénierie personnalisée nécessaire pour faire fonctionner ensemble les capteurs, le matériel de calcul, la communication de bus de terrain et le mouvement des robots de manière cohérente.
De la motion point à point à la fabrication adaptative
La tendance plus large derrière la discussion sur le GMSL est que les robots sont de plus en plus sollicités pour faire plus que répéter des trajectoires fixes. Les fabricants s’attendent de plus en plus à ce que les systèmes robotiques identifient les variations de pièces, compensent les tolérances des dispositifs de fixation et maintiennent la qualité du processus sans intervention manuelle extensive. Dans le soudage, cela se traduit par des applications telles que la localisation de pièces estampées ou usinées avant le soudage par point, l’ajustement des chemins pour le dérive dimensionnelle et l’inspection de la géométrie du cordon après le processus. Ces capacités sont particulièrement pertinentes dans la production automobile de niveau 1, la fabrication métallique générale et les ateliers de PME traitant des lots mixtes. La vision peut également soutenir des enregistrements de qualité numériques en liant des images ou des données de mesure aux identifiants de pièces, ce qui est utile pour la conformité et les audits clients.
Cette évolution s’aligne avec des exigences industrielles plus larges concernant la sécurité et la conception des machines. Les cellules robotiques équipées de vision doivent encore être conçues dans le cadre des normes applicables, y compris ISO 10218 pour la sécurité des robots industriels, ISO/TS 15066 pour les applications de robots collaboratifs, et les exigences de sécurité des machines sous les familles IEC et EN telles que IEC 60204-1 et EN ISO 13849-1 où les niveaux de performance des systèmes de contrôle sont pertinents. Lorsque la vision est utilisée pour le guidage, l’inspection ou l’opération collaborative, les intégrateurs doivent clairement distinguer entre la vision de processus et la détection certifiée pour la sécurité. Un lien de caméra haute performance peut améliorer le contrôle des processus, mais il ne rend pas automatiquement un système conforme à la sécurité. Cette distinction est critique dans les cellules de soudage où les dangers d’arc, l’extraction de fumée, la protection et l’accès des opérateurs nécessitent tous des décisions de conception coordonnées.
Ce que cela signifie pour les intégrateurs de cellules de soudage
Pour les intégrateurs de cellules de soudage, l’écosystème croissant autour de la vision robotique suggère une voie plus modulaire pour déployer l’automatisation adaptative. Au lieu de traiter la vision comme un sous-système sur mesure ajouté tardivement dans le projet, les intégrateurs peuvent de plus en plus la spécifier comme partie intégrante de l’architecture de base de la cellule. Dans les applications de soudage robotique MIG/MAG, TIG, laser ou par points, cela peut signifier combiner des caméras 2D ou 3D avec la recherche de soudures, des vérifications de présence de pièces et des inspections de qualité dans un seul flux de travail d’ingénierie. Un écosystème de caméras plus standardisé peut également simplifier le support pour plusieurs marques de robots, en particulier dans les installations qui exploitent des flottes mixtes d’ABB, KUKA, FANUC, Yaskawa, Universal Robots et Doosan. Pour les constructeurs de systèmes, cela peut réduire le risque de mise en service et faciliter la gestion des pièces de rechange, de la maintenance logicielle et des mises à niveau futures.
Les implications sont les plus fortes dans la production à forte diversité et faible volume, où l’automatisation dure conventionnelle peine à absorber économiquement la variation des pièces. Les cellules de soudage cobot, en particulier, peuvent bénéficier d’une vision plus facile à intégrer car elles sont souvent déployées dans des PME sans grandes équipes d’automatisation internes. Si les modules de caméra, les plateformes de calcul et les pilotes sont déjà validés au sein d’un écosystème connu, les ressources d’ingénierie peuvent se concentrer sur l’optimisation des processus, le développement des paramètres de soudage et la conception des dispositifs de fixation plutôt que sur l’intégration de capteurs de base. Cela ne supprime pas le besoin d’expertise en application : le comportement du bain de soudure, l’accessibilité des joints, les contraintes de temps de cycle et la gestion des gaz de protection déterminent encore si un concept guidé par la vision permettra une production stable. Mais cela améliore les chances que la vision puisse être déployée de manière répétable à travers plusieurs cellules et sites.
L’adoption industrielle dépendra de la discipline d’intégration
Même avec un écosystème plus solide, l’adoption dans le soudage et la fabrication métallique dépendra d’une mise en œuvre disciplinée. Le placement des caméras, la protection des lentilles, la stratégie d’éclairage et le traitement des données doivent être adaptés au processus de soudage et aux tolérances de pièces attendues. Les intégrateurs doivent également prendre en compte l’architecture réseau, la charge de calcul en périphérie et l’interopérabilité avec les systèmes MES ou de qualité. L’attrait de la vision basée sur GMSL n’est pas simplement une bande passante plus élevée ; c’est la possibilité de construire des architectures de machines répétables et supportables qui passent plus rapidement du concept à la production. Pour les responsables de production et les équipes d’approvisionnement, cela peut se traduire par des délais de mise en service plus courts et des coûts de cycle de vie plus prévisibles lors de la spécification de nouvelles cellules de soudage ou de rénovations.
Les entreprises évaluant le soudage robotique, le soudage cobot ou les mises à niveau de cellules guidées par la vision peuvent vouloir examiner comment l’architecture de la caméra, la conformité aux normes et la compatibilité des marques de robots sont abordées au stade de la conception. Les lecteurs planifiant une nouvelle cellule de soudage ou une rénovation peuvent demander un devis pour évaluer l’adéquation technique et économique de leur application.
Articles liés
Demander un devis
Vous cherchez une configuration spécifique ou souhaitez discuter de notre stock actuel ? Parlez-nous de votre projet — nous répondons sous 24 heures depuis notre bureau de Bilbao.