La métrologie optique gagne du terrain dans la validation des pièces complexes
La métrologie optique remplace de plus en plus la mesure tactile pour la validation des composants complexes, avec des implications pour la qualité des soudures, la précision des dispositifs et la vérification des cellules robotiques.
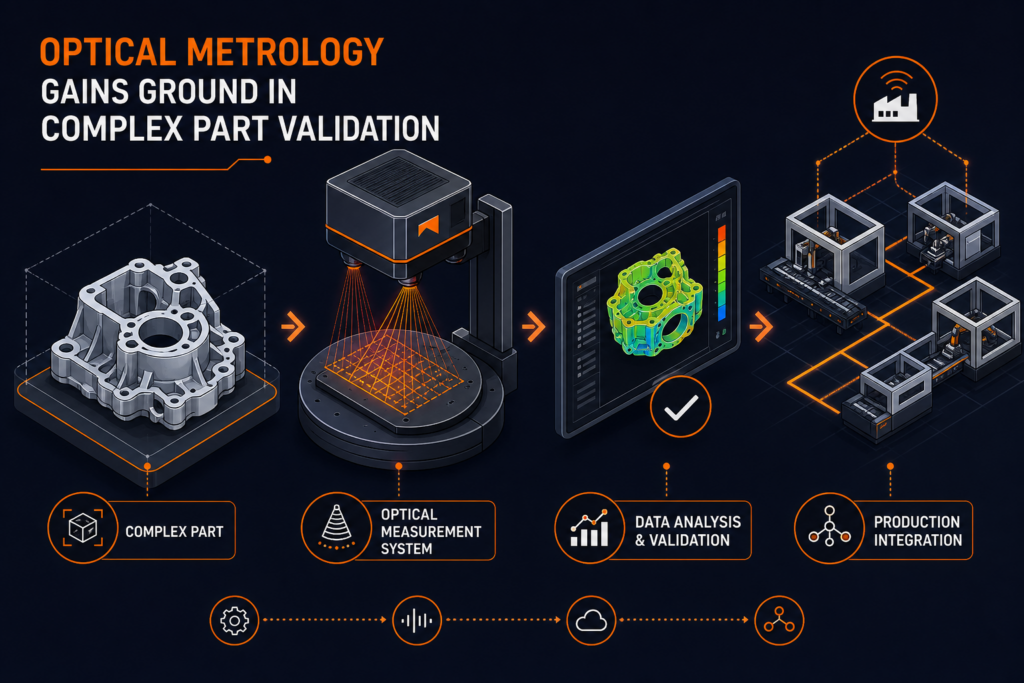
Les fabricants validant des composants complexes passent de l’inspection tactile à la métrologie optique alors que les tolérances de production se resserrent et que les géométries des pièces deviennent plus difficiles à vérifier avec des méthodes de contact conventionnelles. Le rapport original de Robotics & Automation News met en évidence un changement pratique déjà visible dans l’automobile, les pièces métalliques fabriquées et les assemblages de précision : les systèmes sans contact peuvent capturer beaucoup plus de données de surface utilisables en moins de temps, tout en évitant le risque de déformation induite par la sonde sur des parois fines, des matériaux souples ou des surfaces finies délicates. Pour les responsables de production et les ingénieurs en fabrication, cela transforme l’inspection d’un exercice d’échantillonnage en une source de retour d’information sur le processus plus riche. Au lieu de vérifier un nombre limité de points, les scanners à lumière structurée, les systèmes de triangulation laser et les plateformes de métrologie basées sur la vision peuvent générer des nuages de points denses et des cartes de surface en champ complet, facilitant l’identification de la distorsion, du retour à la forme, des problèmes de condition des bords et de dérive géométrique avant qu’ils ne deviennent des déchets ou des problèmes de garantie.
Pourquoi la mesure sans contact progresse
Le cas technique pour la métrologie optique repose sur la vitesse, la couverture et la sensibilité de surface. Les machines de mesure de coordonnées tactiles restent très pertinentes pour certaines stratégies de référence et la vérification de points à haute précision, mais elles sont intrinsèquement séquentielles : une sonde touche un point après l’autre. Les systèmes optiques mesurent des milliers à des millions de points sur une surface en un seul cycle d’acquisition, ce qui est de plus en plus précieux pour les pièces de forme libre, les structures estampées, les assemblages soudés et les pièces moulées aux contours complexes. Selon Metrology and Quality News, la mesure optique est devenue une alternative valide même dans des environnements de production en série exigeants, y compris des applications où la préparation et le nettoyage de surface automatisés sont intégrés pour gérer des matériaux réfléchissants ou à faible contraste. Quality Magazine souligne également une transition plus large en matière de contrôle qualité : à mesure que les pièces deviennent plus petites, plus complexes et plus critiques en termes de performance, les fabricants ont besoin de méthodes de mesure qui révèlent des écarts géométriques cachés plutôt que de simplement confirmer quelques dimensions nominales. Cela est particulièrement pertinent dans les fabrications soudées, où l’apport de chaleur peut créer une distorsion distribuée qu’une routine tactile sparse peut ne pas caractériser pleinement.
La métrologie optique n’élimine pas la mesure tactile ; dans de nombreuses usines, elle crée un flux de travail multi-capteurs. Les sondes tactiles soutiennent toujours la vérification traçable des caractéristiques critiques, des alésages et des références, tandis que les systèmes optiques fournissent une inspection de surface étendue, une analyse des écarts et des surfaces, une comparaison de surface avec le CAD et un retour d’information plus rapide sur le premier article. Ce modèle hybride s’aligne sur la pratique actuelle de la métrologie industrielle, surtout là où les fabricants doivent équilibrer le throughput avec la conformité. Selon l’application, la planification de l’inspection peut devoir prendre en compte les principes ISO GPS, les critères de performance ISO 10360 pour les systèmes de mesure de coordonnées, et des exigences de gestion de la qualité plus larges sous ISO 9001. Dans les cellules de production automatisées, la sécurité des machines et l’intégration se croisent également avec les exigences IEC et EN, y compris IEC 60204-1 pour les équipements électriques des machines et EN ISO 10218 pour la sécurité des robots industriels. Lorsque l’inspection collaborative ou la manipulation de pièces est impliquée, ISO/TS 15066 peut également devenir pertinent pour les flux de travail basés sur des cobots. Le résultat est que la métrologie n’est plus une fonction de laboratoire autonome ; elle est de plus en plus intégrée dans le fil numérique de la fabrication et de l’automatisation.
Implications pour les pièces soudées et la validation des dispositifs
Pour les composants soudés, le changement a une valeur opérationnelle directe. Les processus de soudage robotique MIG/MAG, TIG et par résistance dépendent d’une présentation répétable des pièces, d’un maintien stable et d’un comportement thermique prévisible. Si un support, un cadre ou un sous-ensemble de carrosserie dévie de la géométrie nominale, le chemin du robot peut toujours s’exécuter correctement tandis que la qualité de la soudure se détériore parce que l’ajustement des joints, l’angle de la torche ou la condition de l’écart ont changé. La métrologie optique aide à détecter ces causes en amont plus tôt en comparant les pièces entrantes, les assemblages soudés par point et les soudures finies par rapport aux références CAD ou aux pièces de référence. Les scans en champ complet peuvent révéler des motifs de distorsion, l’usure des dispositifs, les mouvements induits par les pinces et l’accumulation de tolérance cumulative sur un assemblage. Cela est utile non seulement pour les grandes structures automobiles mais aussi pour les PME de fabrication métallique produisant des produits soudés en volumes moyens où la capacité d’inspection manuelle est limitée.
Les fournisseurs de robots tels qu’ABB, KUKA, FANUC et Yaskawa opèrent déjà dans des environnements de production où la programmation hors ligne, le suivi de soudure, la guidance par vision et les données de qualité sont de plus en plus connectés. Du côté collaboratif, Universal Robots et Doosan sont souvent déployés pour le chargement, le soutien à l’inspection et l’automatisation flexible à faible volume. À mesure que ces plateformes deviennent plus intégrées avec des scanners, des caméras et des logiciels de métrologie, les fabricants peuvent rapprocher l’inspection du processus plutôt que d’attendre les contrôles de fin de ligne. Cela ne signifie pas que chaque cellule de soudage nécessite une salle de métrologie haut de gamme. Dans de nombreux cas, une station optique en ligne ou près de la ligne peut valider la répétabilité des dispositifs, vérifier la géométrie avant soudage, ou confirmer les tendances de déformation post-soudage suffisamment rapidement pour soutenir une action corrective pendant le même quart de travail. Pour les équipes d’approvisionnement, cela change le cas commercial d’un coût d’inspection pur à la capacité de processus, à la réduction des reprises et à la stabilisation plus rapide du lancement.
Ce que cela signifie pour les intégrateurs de cellules de soudage
Pour les intégrateurs de cellules de soudage, l’essor de la métrologie optique affecte l’architecture des cellules, la sélection des capteurs et les critères d’acceptation. Les intégrateurs concevant des cellules de soudage robotiques ou des stations de soudage de cobots doivent de plus en plus considérer comment la vérification dimensionnelle sera effectuée avant, pendant ou après le soudage. Une cellule peut nécessiter des interfaces pour des scanners 3D, des systèmes de vision calibrés ou des cadres de mesure externes, ainsi qu’un échange de données avec des PLC, des contrôleurs de robots et des plateformes MES ou SPC. La conception des dispositifs devient également plus axée sur les données : au lieu de s’appuyer uniquement sur des essais manuels et des vérifications périodiques des jauges, les intégrateurs peuvent utiliser des données de scan pour affiner les positions des locateurs, les séquences de serrage et les dégagements d’accès. Cela est particulièrement pertinent là où la production en modèles mixtes ou les courtes séries rendent le gauging dur moins économique. La métrologie optique peut également soutenir des routines de FAT et de SAT plus rapides en documentant les conditions réelles des cellules et des pièces par rapport aux modèles numériques, aidant les intégrateurs à démontrer plus clairement la répétabilité et la conformité.
Il existe encore des contraintes pratiques. Les surfaces hautement réfléchissantes, les revêtements sombres, les occlusions et les vibrations du sol de l’atelier peuvent affecter les résultats optiques, et certaines dimensions critiques continueront à nécessiter une confirmation tactile. Même ainsi, la direction du voyage est claire : les fabricants veulent des données géométriques plus complètes, obtenues plus rapidement et plus près de la production. Pour les entreprises planifiant de nouvelles capacités de soudage robotique ou de moderniser des cellules existantes, la stratégie d’inspection devient partie intégrante de la spécification d’automatisation plutôt qu’une réflexion tardive. Les lecteurs évaluant des mises à niveau de cellules de soudage, des projets de soudage robotique ou des lignes de fabrication basées sur des cobots peuvent demander un devis pour évaluer comment la métrologie intégrée, la validation des dispositifs et l’inspection automatisée pourraient s’adapter à leur application.
Articles liés
Demander un devis
Vous cherchez une configuration spécifique ou souhaitez discuter de notre stock actuel ? Parlez-nous de votre projet — nous répondons sous 24 heures depuis notre bureau de Bilbao.