Warum Automatisierungsprojekte zwischen Zelle und Linie ins Stocken geraten
🇩🇪DE▾🇬🇧English🇪🇸Español🇫🇷Français🇮🇹Italiano🇩🇪DeutschAutomatisierungsvorteile stoppen oft an der Integrationsebene Viele Hersteller können mittlerweile auf leistungsstarke Roboterzellen verweisen, haben jedoch Schwierigkeiten, diese lokalen Gewinne in die Produktivität auf Linienebene umzuwandeln. Das ist das zentrale Argument in dem aktuellen Artikel von Robotics & Automation News, der erklärt, warum Automatisierungsprogramme zwischen Zelle und Linie stagnieren. Das Muster ist in der Automobil- […]
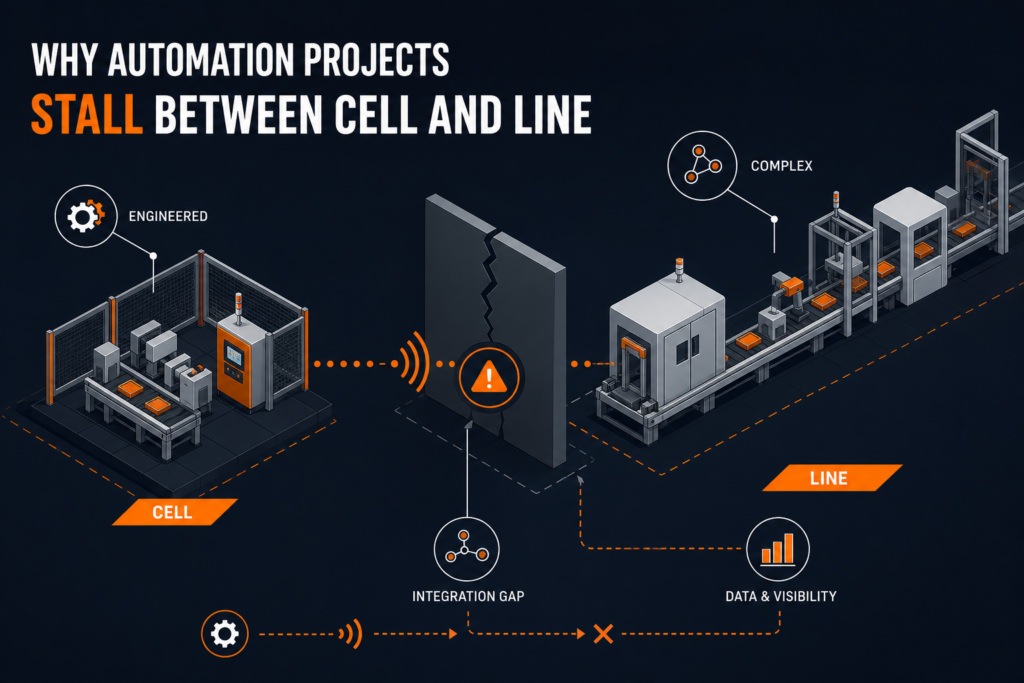
Automatisierungsvorteile stoppen oft an der Integrationsebene
Viele Hersteller können mittlerweile auf leistungsstarke Roboterzellen verweisen, haben jedoch Schwierigkeiten, diese lokalen Gewinne in die Produktivität auf Linienebene umzuwandeln. Das ist das zentrale Argument in dem aktuellen Artikel von Robotics & Automation News, der erklärt, warum Automatisierungsprogramme zwischen Zelle und Linie stagnieren. Das Muster ist in der Automobil- und Metallverarbeitung bekannt: Einzelne Stationen werden innerhalb der Zykluszeitziele in Betrieb genommen, die Roboterverfügbarkeit ist akzeptabel und die OEE der Zelle sieht verteidigbar aus, aber der Durchsatz, die Stabilität des WIP, die Wechselzeiten und die Einhaltung des Zeitplans bleiben über die gesamte Linie hinweg inkonsistent. In der Praxis ist der Engpass selten nur der Roboterarm. Es ist häufiger die Ebene zwischen Ausrüstung und Produktionsmanagement, wo MES, ERP, WMS, Rückverfolgbarkeit, Qualitätssysteme und Materialfluss unter realen Betriebsbedingungen zusammenarbeiten müssen.
Diese Lücke ist wichtig, da die Investitionen in Sachanlagen immer noch dazu tendieren, sichtbare Vermögenswerte wie Roboter, Positionierer, Schweißstromquellen und Sicherheitszäune zu bevorzugen, während die Softwareintegration, Datenarchitektur und Linienorchestrierung vorsichtiger finanziert werden. Das Ergebnis ist eine Fabrik mit fähigen Automatisierungsinseln, aber begrenzter End-to-End-Reaktionsfähigkeit. Eine Karosseriebau-Linie kann Roboter von ABB, KUKA, FANUC oder Yaskawa enthalten, während angrenzende manuelle oder halbautomatisierte Prozesse unterschiedliche Steuerungen, unterschiedliche Benennungen und unterschiedliche Qualitätsaufzeichnungen verwenden. Selbst wenn jede Zelle in FAT und SAT gut abschneidet, kann die Linie dennoch Ausstoß durch Fehler bei der Teilepräsentation, Variationen bei Vorrichtungen, verzögerte Rezeptänderungen, fehlende Verbrauchsmaterialien oder mangelhafte Eskalation verlieren, wenn eine nachgelagerte Station außerhalb der Toleranz driftet.
Warum der Erfolg einer Zelle nicht automatisch skalierbar ist
Aus ingenieurtechnischer Sicht ist das Plateau zwischen Zelle und Linie in der Regel ein Systemproblem und kein Bewegungssteuerungsproblem. Eine Schweißzelle kann so eingestellt werden, dass sie einen programmierten Pfad mit hoher Konsistenz wiederholt, aber die Leistung der Linie hängt von den Abhängigkeiten vor und nach der Zelle ab, die schwerer zu standardisieren sind. Materialhandling, Takt-Balancierung, Wartung der Vorrichtungen, Teile-Rückverfolgbarkeit und Nachbearbeitungsrouten beeinflussen alle, ob eine Roboterzelle zur nachhaltigen Linienausgabe beiträgt. Dies ist ein Grund, warum breitere Automatisierungsprogramme oft im Maßstab ins Stocken geraten, ein Thema, das auch in den Cisco Blogs aufgegriffen wird, die darauf hinweisen, dass industrielle KI- und Automatisierungsinitiativen häufig nicht am isolierten Anwendungsfall scheitern, sondern an dem Punkt, an dem eine werkweite Integration erforderlich ist.
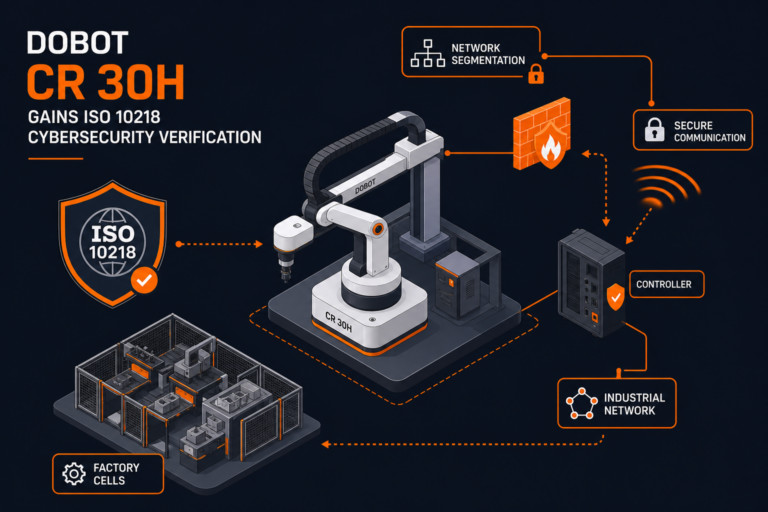
Für Schweißoperationen ist Variabilität besonders unnachgiebig. Eine robotergestützte MIG- oder Punktschweißzelle kann die Zielzykluszeit bei nominalen Teilen erreichen, doch die Effizienz auf Linienebene sinkt, wenn eingehende Baugruppen variieren, wenn die Qualität der Heftungen inkonsistent ist oder wenn der Verschleiß der Vorrichtung den Zugang zum Brenner verändert. Integratoren sehen auch Probleme, wenn Anlagen den Aufwand für das Rezeptmanagement, die Schweißdatenerfassung und die Qualitätskorrelation unterschätzen. Standards bieten einen Rahmen, aber keinen Abkürzungsweg. Funktionale Sicherheit und Roboterintegration müssen weiterhin mit den Maschinenanforderungen gemäß ISO 10218, kollaborativen Anwendungen gemäß ISO/TS 15066, wo relevant, den Anforderungen an elektrische Ausrüstungen gemäß IEC/EN 60204-1 und der umfassenderen Maschinenrisikobewertung gemäß ISO 12100 übereinstimmen. Die Einhaltung kann auf Zellebene erreicht werden, während die operationale Kohärenz über die Linie hinweg schwach bleibt.
Folgen für Investitionen in Schweißautomatisierung
Die finanzielle Seite des Plateaus ist ebenso relevant. Der ROI von Automatisierung wird oft um die Reduzierung von Arbeitskräften, die Zykluszeit und die Wiederholgenauigkeit innerhalb einer einzelnen Station berechnet. Wenn jedoch Linienunterbrechungen, blockierte Flüsse oder häufige Ingenieureingriffe anhalten, dehnt sich die erwartete Amortisation aus. Zusätzlicher Kontext von SwitchWeld hebt hervor, dass selbst kleinere Schweißautomatisierungsprojekte erhebliche Gesamtkosten verursachen können, sobald der Roboter, Peripheriegeräte, Schutzvorrichtungen und Inbetriebnahme einbezogen werden. Dieses Kostenprofil macht eine unzureichende Integration teuer: Eine technisch fähige Zelle, die auf Teile wartet, keine nutzbaren Produktionsdaten hat oder nicht schnell für Mixänderungen umkonfiguriert werden kann, wird nicht den erwarteten Geschäftsnutzen liefern.
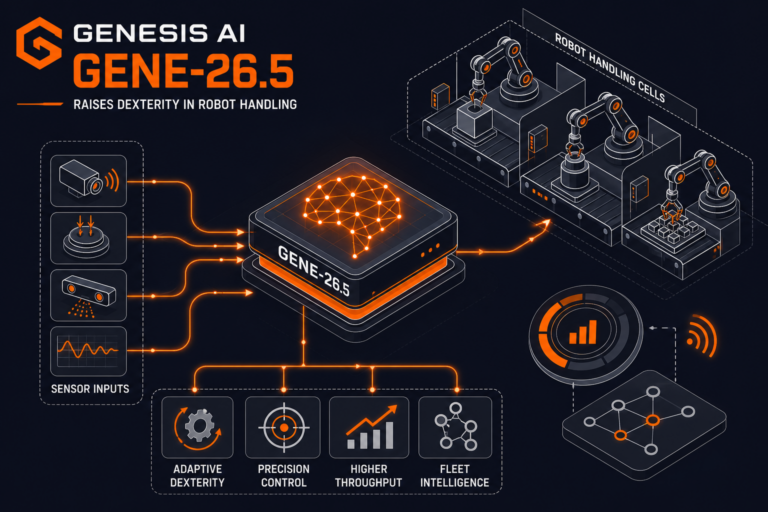
Hier wird auch die Wahl zwischen Industrierobotern und Cobots differenzierter. Universal Robots und Doosan-Cobots können in Anwendungen mit hohem Mix und niedrigem Volumen im Schweißen oder Bedienen effektiv sein, insbesondere wenn der Platzbedarf und die Flexibilität bei der Umverteilung wichtig sind. Aber kollaborative Hardware beseitigt nicht die Notwendigkeit für diszipliniertes Linendesign, digitales Jobmanagement und robuste Vorrichtungen. In größeren Automobil- oder Tier-1-Umgebungen bleiben konventionelle Sechs-Achsen-Plattformen von ABB, KUKA, FANUC und Yaskawa üblich, da Nutzlast, Reichweite, Prozessgeschwindigkeit und Integration mit Positionierern und externen Achsen entscheidend sind. Das im Quellartikel beschriebene Plateau gilt daher für beide Roboterkategorien: Das Problem liegt weniger an der Robotermarke und mehr daran, ob das Produktionssystem um den Roboter für den Maßstab ausgelegt wurde.
Was das für Integratoren von Schweißzellen bedeutet
Für Integratoren von Schweißzellen besteht die praktische Lektion darin, dass der Projektumfang über die Stabilität des Lichtbogens, die Reichweitenstudie und die Sicherheitsvalidierung hinausgehen sollte. Eine Zelle, die isoliert korrekt schweißt, reicht für Käufer, die einen messbaren Einfluss auf die Linienebene benötigen, nicht mehr aus. Integratoren müssen zunehmend Schnittstellen zu MES und ERP definieren, die Teileidentifikation und Schweißrückverfolgbarkeit spezifizieren, die Wartungsstrategie für Vorrichtungen koordinieren und dokumentieren, wie Alarme, Qualitätsausnahmen und Rezeptänderungen über die Linie hinweg propagiert werden. In Projekten für robotergestütztes Schweißen und Cobot-Schweißen bedeutet dies, Zellen als verbundene Produktionsressourcen und nicht als eigenständige Maschinen zu entwerfen. Es bedeutet auch, realistische Auslastungen zu planen. Wie Hirebotics in einem anderen Sektorargument anmerkt, kann feste Automatisierung an Wert verlieren, wenn die Annahmen zur Auslastung nicht mit der Produktionsumgebung übereinstimmen. Für Integratoren bedeutet dies einen stärkeren Fokus auf Teilefluss, Produktmix, Umverteilungsstrategie und Unterstützung der Bediener.
Es gibt auch eine Beschaffungsimplikation. Käufer fragen zunehmend nicht nur, ob eine Schweißzelle den Takt erfüllt, sondern auch, wie sie sich während der Umstellungen verhält, wie schnell neue Varianten eingeführt werden können und wie Schweißdaten mit Qualitäts- und Wartungsaufzeichnungen verknüpft werden können. Integratoren, die diese Fragen mit einer klaren Architektur beantworten können, die anerkannte IEC-, ISO- und EN-Rahmenwerke nutzt, sind besser positioniert, um die Lücke zwischen Zelle und Linie zu verringern. Das kann standardisierte PLC- und Feldbus-Auswahl, gemeinsame HMI-Strukturen, Offline-Programmier-Workflows, digitale Zwillingsvalidierung und ein Servicemodell umfassen, das die Optimierung nach der Hochlaufphase abdeckt, anstatt mit der Inbetriebnahme zu enden.
Hersteller, die Investitionen in robotergestütztes Schweißen oder Cobot-Schweißen prüfen, sollten nicht nur die Zelle, sondern auch den gesamten Kontext der Linie darum herum bewerten. Unternehmen, die neue Schweißzellen, Nachrüstungen oder Integrationsprojekte mit mehreren Stationen planen, können ein Angebot anfordern, um technische Optionen, Integrationsumfang und erwartete Leistungen auf Linienebene zu vergleichen.
Related articles

Angebot anfordern
Suchen Sie eine bestimmte Konfiguration oder möchten Sie über unseren aktuellen Bestand sprechen? Erzählen Sie uns von Ihrem Projekt — wir antworten innerhalb von 24 Stunden aus unserem Büro in Bilbao.